روش های پیشرفته جلوگیری از لرزش (Chatter) در ماشینکاری CNC قالب های بزرگ
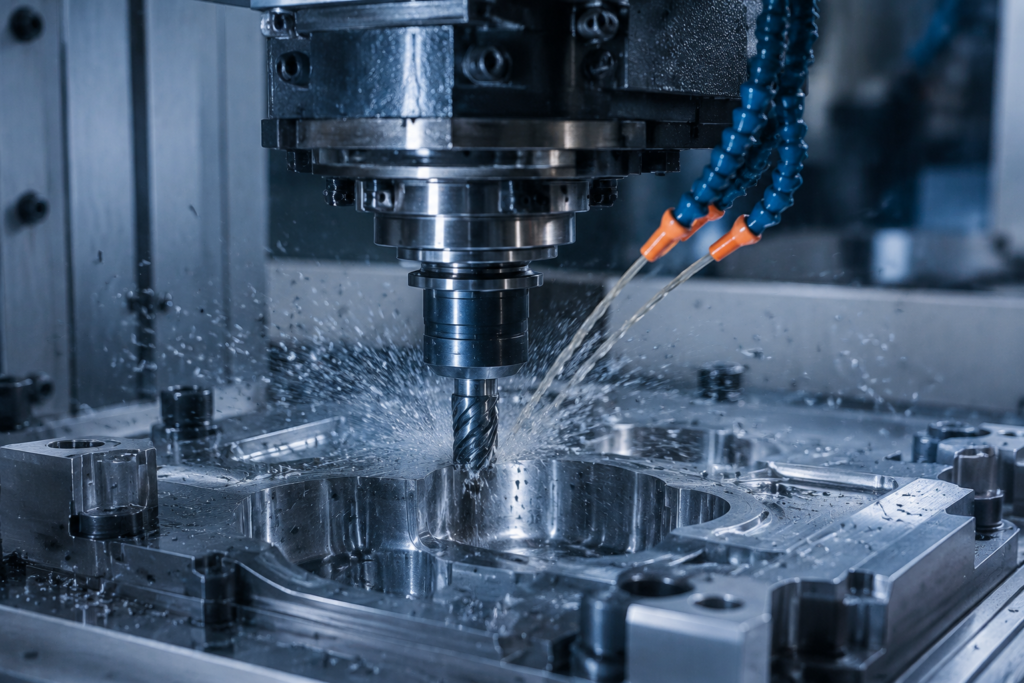
ماشینکاری CNC قالب های بزرگ، یکی از پیچیده ترین و حساس ترین عملیات در صنعت تولید مدرن محسوب می شود که دقت در آن، ضامن کیفیت محصول نهایی است. یکی از چالش های اصلی مهندسین قالب در این فرآیند، بروز لرزش های ناخواسته یا همان چتر (Chatter) است که نه تنها کیفیت سطح قطعه را به شدت کاهش می دهد، بلکه می تواند منجر به خرابی ابزار، آسیب به دوک اصلی دستگاه و در نهایت ضایع شدن قالب های گران قیمت گردد. پایداری دینامیکی در ماشینکاری قطعات سنگین، به دلیل ماهیت ابعادی و صلبیت متغیر آن ها، همواره موضوعی بحث برانگیز بوده و نیازمند اتخاذ استراتژی های مهندسی دقیق برای کنترل این ارتعاشات است. در این مقاله به بررسی راهکارهای علمی و عملی می پردازیم که می تواند به اپراتورها و برنامه نویسان CNC کمک کند تا با مدیریت بهینه پارامترهای برش و انتخاب تجهیزات مناسب، لرزش را در حین تولید قالب های بزرگ به حداقل ممکن برسانند.
ماهیت ارتعاشات و لرزش های ناخواسته در ماشینکاری قالب
درک رفتار دینامیکی ماشین و قطعه، نخستین گام برای غلبه بر چالش های لرزشی است. ارتعاشات در فرآیند ماشینکاری نه تنها یک پدیده تصادفی نیستند، بلکه نتیجه تعاملات فیزیکی پیچیده بین ابزار برش، قطعه کار و سیستم ماشین CNC هستند که هر کدام دارای فرکانس های طبیعی خاص خود می باشند.
 تفاوت بین لرزش های اجباری و خودانگیخته (Chatter)
تفاوت بین لرزش های اجباری و خودانگیخته (Chatter)
لرزش های اجباری معمولاً ناشی از عوامل خارجی مانند عدم تعادل در اجزای دوار دستگاه، خرابی بلبرینگ ها یا ناپایداری در سیستم انتقال نیرو هستند که با فرکانس مشخصی رخ می دهند و با تغییر سرعت یا اصلاح تجهیزات قابل رفع می باشند. در مقابل، لرزش های خودانگیخته یا چتر، پدیده ای بسیار مخرب تر هستند که به دلیل تعامل بین دینامیک ابزار و تغییرات لحظه ای در ضخامت تراشه ایجاد می شوند. این نوع لرزش معمولاً به صورت نوسانات شدیدی ظاهر می شود که با افزایش بار برشی تقویت شده و می تواند در عرض چند ثانیه باعث شکستن ابزار یا ایجاد علائم موجی شکل عمیق بر روی سطح قالب گردد که اصلاح آن ها هزینه های گزافی در پی دارد.
چرا قطعات بزرگ و قالب ها بیشتر در معرض لرزش هستند؟
قالب های بزرگ به دلیل حجم بالا و هندسه های پیچیده، اغلب دارای صلبیت غیریکنواخت در نقاط مختلف سطح خود هستند که این موضوع باعث می شود فرکانس های طبیعی آن ها در نقاط مختلف متغیر باشد. علاوه بر این، وزن زیاد این قالب ها و محدودیت هایی که در نحوه مهاربندی آن ها وجود دارد، باعث می شود که ارتعاشات به راحتی در کل بدنه قطعه پخش شده و در شرایط تشدید قرار بگیرند. در حالی که قطعات کوچک به دلیل فشردگی و سهولت در مهار، پایداری بیشتری دارند، قالب های بزرگ به عنوان سیستم های دینامیکی منعطف عمل می کنند که به کوچک ترین نیروهای برشی واکنش نشان داده و پتانسیل بالایی برای جذب و تقویت ارتعاشات محیطی دارند.
استراتژی های کاهش لرزش از طریق هندسه ابزار و پیشروی
انتخاب ابزار مناسب، بیش از آنکه یک انتخاب اقتصادی باشد، یک تصمیم مهندسی برای مدیریت پایداری است. هندسه ابزار به طور مستقیم بر نحوه برخورد لبه برشی با متریال و میزان نیروی جانبی وارد شده به سیستم تأثیر می گذارد که مدیریت این نیروها کلید اصلی سرکوب ارتعاشات است.
مدیریت طول پیشروی ابزار (Tool Overhang) و کاهش ارتعاش
یکی از حیاتی ترین عوامل در بروز چتر، میزان بیرون زدگی ابزار از کلت یا هولدر است؛ هرچه این طول بیشتر باشد، صلبیت ابزار به شدت کاهش یافته و فرکانس طبیعی آن افت می کند که این موضوع باعث مستعد شدن ابزار برای ارتعاش می شود. در ماشینکاری قالب های بزرگ که نیاز به دسترسی به نقاط عمیق است، باید همواره تلاش شود تا از کوتاه ترین طول ممکن برای ابزار استفاده شود. در مواردی که عمق زیاد اجتناب ناپذیر است، استفاده از هولدرهای با دمپینگ داخلی یا ابزارهای با قطر بزرگتر در بخش های غیرحساس، می تواند به طور قابل توجهی پایداری سیستم را در برابر نیروهای برشی افزایش دهد.
انتخاب زاویه مارپیچ و تعداد لبه های برشی مناسب
هندسه لبه های برشی ابزار، نحوه توزیع نیروها در حین ماشینکاری CNC را تعیین می کند. استفاده از ابزارهایی با زاویه مارپیچ متغیر، یکی از راهکارهای مؤثر برای شکستن هارمونیک های لرزش است، زیرا در این ابزارها، لبه های برشی در فواصل زمانی نامنظم با قطعه کار درگیر می شوند و از ایجاد یک فرکانس نوسانی ثابت جلوگیری می کنند. همچنین انتخاب تعداد لبه های برشی صحیح بسیار حائز اهمیت است؛ به طوری که تعداد لبه های زیاد می تواند باعث افزایش فشار بر روی دستگاه شود و تعداد بسیار کم نیز ممکن است منجر به ناپایداری در بارگذاری شود. بنابراین انتخاب بهینه باید بر اساس متریال قالب و شرایط ماشینکاری صورت گیرد.
استفاده از ابزارهای دارای قابلیت دمپینگ (Damping)
فناوری های نوین در تولید ابزار برش، محصولاتی را معرفی کرده اند که دارای قابلیت های دمپینگ داخلی هستند تا ارتعاشات را قبل از انتقال به سیستم اصلی ماشین جذب کنند. این ابزارها از مواد خاص یا مکانیزم های داخلی برای تبدیل انرژی ارتعاشی به انرژی گرمایی ناچیز استفاده می کنند که عملاً باعث می شود دامنه نوسانات ابزار در طول فرآیند به شدت کاهش یابد. استفاده از چنین ابزارهای پیشرفته ای در فرآیندهای پرداخت نهایی قالب های بزرگ، راهکاری بسیار هوشمندانه برای دستیابی به کیفیت سطح عالی و جلوگیری از بروز پدیده های چتر ناخواسته است که ارزش سرمایه گذاری اولیه را به خوبی بازمی گرداند.
تنظیمات ماشین و پارامترهای فرآیندی برای پایداری
کنترل پایداری دینامیکی در مهندسی قالب، به همان اندازه که به سخت افزار وابسته است، به تنظیمات دقیق پارامترهای فرآیندی نیز بستگی دارد. حتی بهترین ابزارها نیز در صورتی که با سرعت و نرخ پیشروی نامناسب به کار گرفته شوند، می توانند سیستم را به لرزش بیندازند.
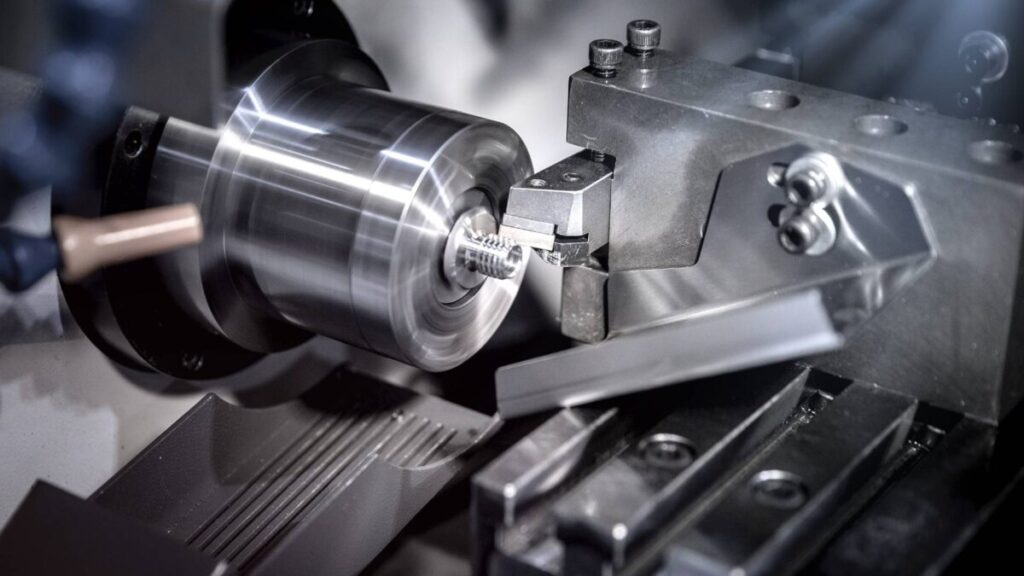
محاسبه سرعت دورانی بحرانی برای جلوگیری از تشدید
هر ماشین و ترکیبی از ابزار و قطعه، دارای سرعت های دورانی بحرانی است که در آن ها پدیده تشدید یا رزونانس رخ می دهد. استفاده از نمودارهای پایداری (Stability Lobe Diagrams) می تواند به مهندسین کمک کند تا نواحی امن برای سرعت دورانی را شناسایی کرده و از سرعت هایی که منجر به تقویت لرزش می شوند اجتناب کنند. هدف این است که عملیات ماشینکاری در سرعت هایی انجام شود که دارای حداکثر پایداری دینامیکی هستند، حتی اگر این سرعت ها در ظاهر مقادیر استانداردی نباشند. تنظیم دقیق دور اسپیندل در نزدیکی این نقاط پایداری، می تواند به طور مستقیم ارتعاشات خودانگیخته را سرکوب کند.
بهینه سازی استراتژی های مسیر ابزار (Toolpath) و بار برشی
استراتژی های مسیر ابزار که در نرم افزارهای CAM طراحی می شوند، نقش تعیین کننده ای در بارگذاری متغیر بر روی ابزار دارند. در ماشینکاری قالب های بزرگ، استفاده از مسیرهای ابزار نرم و با شعاع گوشه های بزرگ، به جای تغییر مسیرهای ناگهانی، می تواند نوسانات نیروی برشی را کاهش دهد. همچنین، ثابت نگه داشتن بار برشی (Chip Load) در طول کل مسیر، از طریق تکنیک های ماشینکاری با سرعت بالا (HSM)، باعث می شود که ابزار در یک وضعیت دینامیکی پایدار باقی بماند و از بروز شرایطی که منجر به شروع لرزش چتر می شود، جلوگیری گردد.
نقش سیستم های مهاربندی (Clamping) در افزایش صلبیت سیستم
مهاربندی نامناسب قطعه، پاشنه آشیل بسیاری از فرآیندهای ماشینکاری قالب است. در قالب های بزرگ، صلبیت سیستم مهاربندی باید به اندازه ای باشد که قطعه را به عنوان یک واحد صلب با میز ماشین یکپارچه کند. ارتعاشات می تواند ناشی از کوچک ترین جابجایی یا انعطاف پذیری در فیکسچرها باشد، بنابراین استفاده از سیستم های مهاربندی هیدرولیکی، نگهدارنده های چندنقطه و اطمینان از قرارگیری صحیح قطعه بر روی تکیه گاه ها بسیار حیاتی است. افزایش صلبیت سیستم از طریق مهاربندی صحیح، باعث می شود فرکانس طبیعی کل مجموعه قطعه و ماشین افزایش یابد و در نتیجه از محدوده فرکانس های تحریک ماشینکاری دور شود.
نقش نرم افزارهای شبیه سازی در پیش بینی لرزش
دنیای مهندسی قالب امروز، تکیه سنگینی بر پیش بینی قبل از تولید دارد. نرم افزارهای شبیه سازی به متخصصان این امکان را می دهند تا بدون ریسک کردن بر روی قطعه گران قیمت، رفتار ماشینکاری را تحلیل کنند.
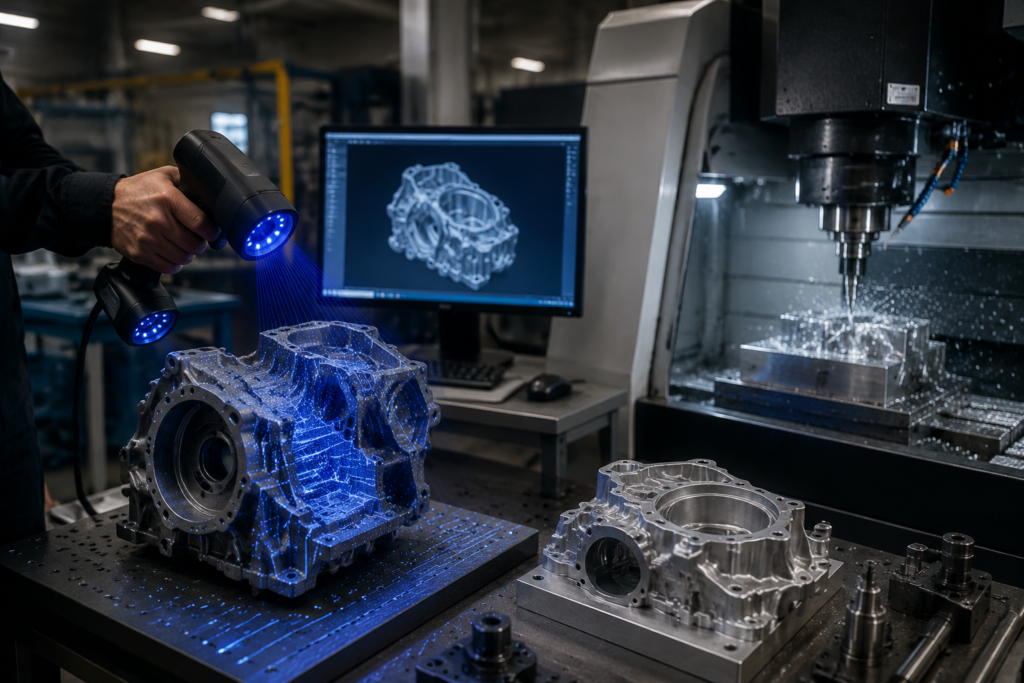
کاربرد نرم افزارهای تحلیل دینامیکی قبل از ماشینکاری
پیش از شروع فرآیند ماشینکاری واقعی، می توان با استفاده از تحلیل های اجزای محدود (FEM) و شبیه سازی های دینامیکی، نقاط ضعف هندسه قالب و تأثیر آن بر ارتعاشات را بررسی کرد. این نرم افزارها می توانند پیش بینی کنند که در کدام نقاط از قالب، احتمال بروز لرزش بیشتر است و بر این اساس، استراتژی های ماشینکاری، محل مهاربندی ها و حتی مسیر ابزار تغییر داده می شود. این رویکرد پیشگیرانه باعث می شود که از آزمون و خطاهای پرهزینه بر روی خود قطعه جلوگیری شده و فرآیند تولید با اطمینان بسیار بیشتری انجام شود.
مانیتورینگ آنلاین و سنسورهای تشخیص لرزش
در حین ماشینکاری قالب های بزرگ، استفاده از سیستم های مانیتورینگ آنلاین مجهز به سنسورهای شتاب سنج و آکوستیک، می تواند وقوع لرزش را در لحظه تشخیص دهد. این سنسورها می توانند با تحلیل فرکانسی صدای ماشینکاری یا ارتعاشات بدنه، شروع پدیده چتر را شناسایی کرده و به صورت خودکار پارامترهای برش مانند دور اسپیندل یا نرخ پیشروی را تغییر دهند تا لرزش خنثی شود. این فناوری ها به عنوان یک لایه حفاظتی هوشمند، علاوه بر تضمین دقت ابعادی قالب، طول عمر ابزار و دستگاه را نیز افزایش می دهند.
جمع بندی
جلوگیری از لرزش در ماشینکاری CNC قالب های بزرگ، ترکیبی از هنر و علم مهندسی است که نیازمند درک عمیق از پدیده های دینامیکی و اعمال مدیریت دقیق بر تمامی عوامل دخیل در فرآیند است. از بهینه سازی هندسه ابزار و مدیریت طول پیشروی گرفته تا مهاربندی صحیح قطعه و استفاده از نرم افزارهای شبیه سازی پیشرفته، همگی حلقه های یک زنجیره برای رسیدن به دقت ابعادی و کیفیت سطحی مطلوب هستند. با اتخاذ استراتژی های هوشمندانه و نظارت مستمر، می توان پدیده لرزش را نه به عنوان یک مانع لاینحل، بلکه به عنوان پارامتری تحت کنترل مدیریت کرد. پیاده سازی این راهکارها در خطوط تولید قالب، نه تنها کیفیت نهایی محصول را تضمین می کند، بلکه با افزایش عمر ابزارها و کاهش استهلاک دستگاه های CNC، بهره وری اقتصادی و کارایی عملیاتی آزمایشگاه های صنعتی را به طرز چشمگیری ارتقا می دهد.
سوالات متداول
علائم اصلی بروز لرزش (Chatter) در سطح قالب چیست؟
علائم بروز لرزش به وضوح بر روی سطح قطعه قابل مشاهده است که شامل ایجاد الگوهای موجی شکل، خطوط ناهموار، سطح کدر یا مات و در موارد شدید، کندی غیرعادی لبه های ابزار است.
آیا استفاده از دورهای پایین تر همیشه لرزش را کاهش می دهد؟
خیر، استفاده از دورهای پایین تر لزوماً راه حل نهایی نیست و گاهی اوقات می تواند لرزش را تشدید کند. لرزش وابسته به فرکانس های رزونانس سیستم است و ممکن است با کاهش سرعت، به جای خروج از منطقه ناپایدار، مستقیماً وارد محدوده فرکانسی دیگری شویم که باعث تشدید ارتعاشات شود.
چگونه می توان تاثیر دمای محیط بر پایداری ماشین را مدیریت کرد؟
دمای محیط می تواند باعث انبساط یا انقباض حرارتی قطعات ماشین و قالب شده و ابعاد و پایداری دینامیکی را تحت تأثیر قرار دهد.