بررسی انواع استراتژی های CAM برای ماشین کاری دقیق قطعات قالب
در صنعت قالب سازی، کیفیت نهایی قطعه تنها به قدرت دستگاه یا دقت ابزار محدود نمی شود، بلکه بخش مهمی از نتیجه نهایی به نحوه برنامه ریزی مسیر حرکت ابزار در نرم افزارهای CAM بستگی دارد. امروزه در پروژه های مرتبط با قالب CNC و ماشینکاری CNC، انتخاب استراتژی مناسب می تواند تفاوت میان یک قالب دقیق و یک قطعه پر از خطا و دوباره کاری را مشخص کند. در مهندسی قالب، هر مسیر ابزار مستقیماً بر کیفیت سطح، زمان تولید، استهلاک ابزار و حتی پایداری ماشین اثر می گذارد.
نقش حیاتی استراتژی های CAM در کیفیت نهایی قالب
در فرآیند ساخت قالب صنعتی، استراتژی CAM در واقع تعیین می کند ابزار چگونه حرکت کند، چه میزان بار براده برداری تحمل کند و چگونه به سطح نهایی برسد. اگر این استراتژی به درستی انتخاب نشود، حتی پیشرفته ترین دستگاه های ماشینکاری CNC نیز نمی توانند کیفیت مطلوب را ایجاد کنند. در قالب های پیچیده که دارای سطوح سه بعدی، گوشه های تیز و حفره های عمیق هستند، انتخاب مسیر ابزار مناسب نقش مستقیم در دقت ابعادی و کیفیت پرداخت سطح دارد.
 چرا انتخاب درست مسیر ابزار (Toolpath) اهمیت دارد؟
چرا انتخاب درست مسیر ابزار (Toolpath) اهمیت دارد؟
مسیر ابزار مشخص می کند ابزار با چه زاویه ای وارد قطعه شود، چگونه حرکت کند و چه مقدار بار در هر لحظه تحمل نماید. زمانی که Toolpath به شکل اصولی طراحی شود، فشار روی ابزار یکنواخت باقی می ماند و احتمال شکست ابزار یا ایجاد لرزش کاهش پیدا می کند. این موضوع در قالب CNC اهمیت بالایی دارد، زیرا اغلب قطعات دارای هندسه پیچیده و تلرانس های بسیار محدود هستند.
تأثیر استراتژی CAM بر کاهش استهلاک ابزار و ماشین
استراتژی های مدرن CAM به گونه ای طراحی شده اند که بار ابزار را در طول مسیر کنترل کنند. زمانی که بار ناگهانی روی ابزار ایجاد شود، حرارت افزایش یافته و لبه برنده سریع تر فرسوده می شود. این مسئله علاوه بر کاهش عمر ابزار، باعث وارد شدن فشار اضافی به اسپیندل و اجزای ماشین نیز خواهد شد. در مهندسی قالب، کنترل استهلاک ابزار اهمیت اقتصادی بالایی دارد. ابزارهای کارباید و ابزارهای مخصوص پرداخت قالب هزینه زیادی دارند و اگر استراتژی ماشین کاری مناسب نباشد، هزینه تولید قالب به شدت افزایش پیدا می کند. انتخاب صحیح استراتژی CAM موجب می شود عملیات براده برداری پایدارتر، نرم تر و اقتصادی تر انجام شود.
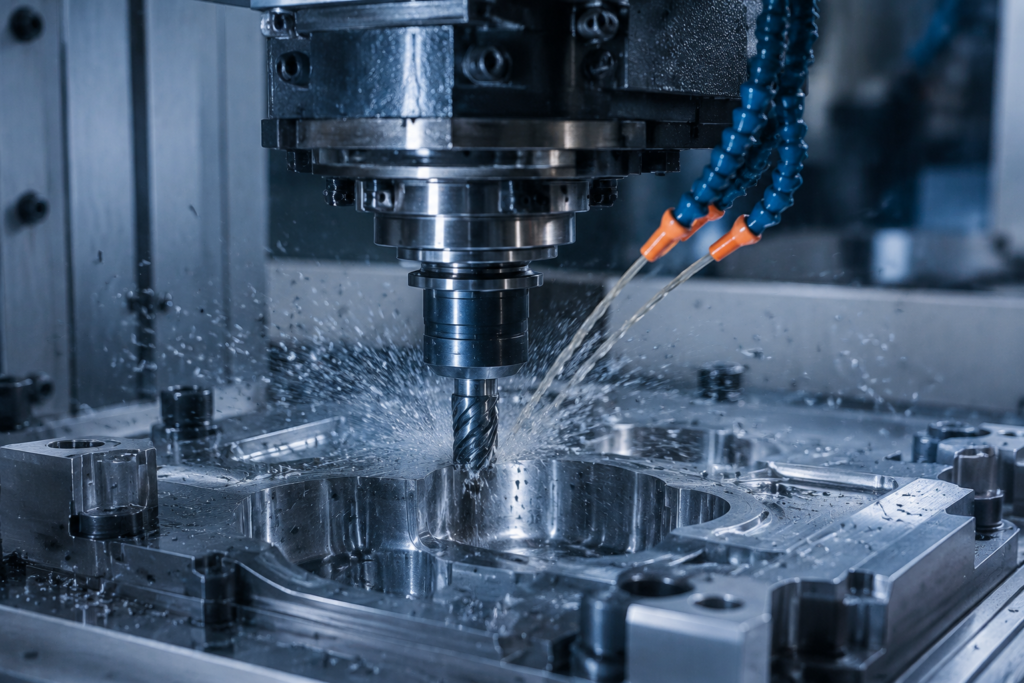
استراتژی های خشن کاری (Roughing)؛ سرعت در حذف متریال
خشن کاری اولین مرحله اصلی در ماشینکاری CNC قالب است و هدف آن حذف سریع حجم زیادی از متریال می باشد. در این مرحله تمرکز اصلی روی سرعت و راندمان است، اما اگر استراتژی خشن کاری به درستی انتخاب نشود، فشار بیش از حد به ابزار وارد می شود و حتی ممکن است دقت مراحل بعدی تحت تأثیر قرار گیرد.
استراتژی Area Clearance و نحوه عملکرد آن
استراتژی Area Clearance یکی از رایج ترین روش های خشن کاری در نرم افزارهای CAM است. در این روش، ابزار به صورت مرحله ای و کنترل شده متریال را از نواحی مختلف حذف می کند تا حجم کلی قطعه به فرم اولیه نزدیک شود. این استراتژی معمولاً برای قالب های دارای حفره های باز و سطوح گسترده کاربرد زیادی دارد.
ماشین کاری تطبیقی (Adaptive Clearing) و مزایای آن در قالب سازی
ماشین کاری تطبیقی یا Adaptive Clearing یکی از پیشرفته ترین استراتژی های CAM محسوب می شود. در این روش نرم افزار تلاش می کند میزان درگیری ابزار با متریال در تمام مسیر ثابت باقی بماند. این ویژگی باعث کاهش شوک های ناگهانی و جلوگیری از شکستن ابزار می شود. در ساخت قالب صنعتی، Adaptive Clearing به دلیل حرکات نرم و پیوسته، امکان استفاده از سرعت های بالاتر را فراهم می کند. علاوه بر این، چون بار ابزار یکنواخت است، دمای ابزار کمتر افزایش پیدا کرده و کیفیت سطح در مراحل بعدی بهتر حفظ می شود. این روش به ویژه در فولادهای سخت و قالب های عمیق بسیار مؤثر است.
مدیریت بار ابزار در لایه های اول براده برداری
در لایه های ابتدایی خشن کاری معمولاً حجم زیادی از متریال حذف می شود و همین موضوع فشار شدیدی به ابزار وارد می کند. اگر این فشار کنترل نشود، لرزش، شکست ابزار و حتی آسیب به اسپیندل رخ خواهد داد. نرم افزارهای CAM مدرن با کنترل عمق برش و زاویه ورود ابزار، تلاش می کنند بار براده برداری را متعادل نگه دارند. در قالب CNC، مدیریت صحیح بار ابزار علاوه بر افزایش عمر ابزار، موجب حفظ پایداری ابعادی قطعه می شود. این موضوع مخصوصاً در قطعاتی که دارای دیواره های نازک یا سطوح حساس هستند اهمیت زیادی دارد.
استراتژی های نیمه پرداخت و باقی مانده زنی (Rest Machining)
بعد از خشن کاری، هنوز مقدار مشخصی متریال روی قطعه باقی می ماند که باید به صورت کنترل شده حذف شود. عملیات نیمه پرداخت و Rest Machining برای یکنواخت کردن سطح و آماده سازی قطعه جهت پرداخت نهایی انجام می شود. در این مرحله هدف اصلی حذف تنش های باقی مانده و ایجاد شرایط پایدار برای عملیات Finishing است. اگر باقی مانده زنی به درستی انجام نشود، ابزار پرداخت مجبور می شود حجم زیادی از متریال را حذف کند و این موضوع باعث افت کیفیت سطح خواهد شد. در قالب سازی حرفه ای، مرحله نیمه پرداخت یکی از کلیدی ترین مراحل تولید محسوب می شود.
اهمیت حذف یکنواخت بار باقی مانده قبل از پرداخت نهایی
ابزارهای پرداخت معمولاً قطر کوچک و لبه های ظریفی دارند. اگر مقدار متریال باقی مانده در بخش های مختلف قطعه یکسان نباشد، ابزار در بعضی نواحی تحت فشار بیشتری قرار می گیرد و نتیجه نهایی دچار موج و ناهمواری می شود. در قالب تزریق پلاستیک که کیفیت سطح اهمیت بالایی دارد، حذف یکنواخت بار باقی مانده باعث می شود عملیات پرداخت با ثبات بیشتری انجام شود. این کار علاوه بر افزایش کیفیت، زمان پولیش نهایی را نیز کاهش می دهد.
شناسایی نواحی دست نخورده توسط ابزارهای بزرگ
در خشن کاری معمولاً از ابزارهای بزرگ برای افزایش سرعت حذف متریال استفاده می شود. اما این ابزارها قادر نیستند وارد گوشه ها و نواحی باریک شوند. Rest Machining این بخش های دست نخورده را شناسایی کرده و برای ابزارهای کوچک تر مسیر جداگانه ایجاد می کند. این قابلیت در نرم افزارهای پیشرفته CAM باعث کاهش زمان برنامه نویسی و افزایش دقت ماشینکاری CNC می شود. همچنین از برخورد ناگهانی ابزار کوچک با حجم زیاد متریال جلوگیری می کند.
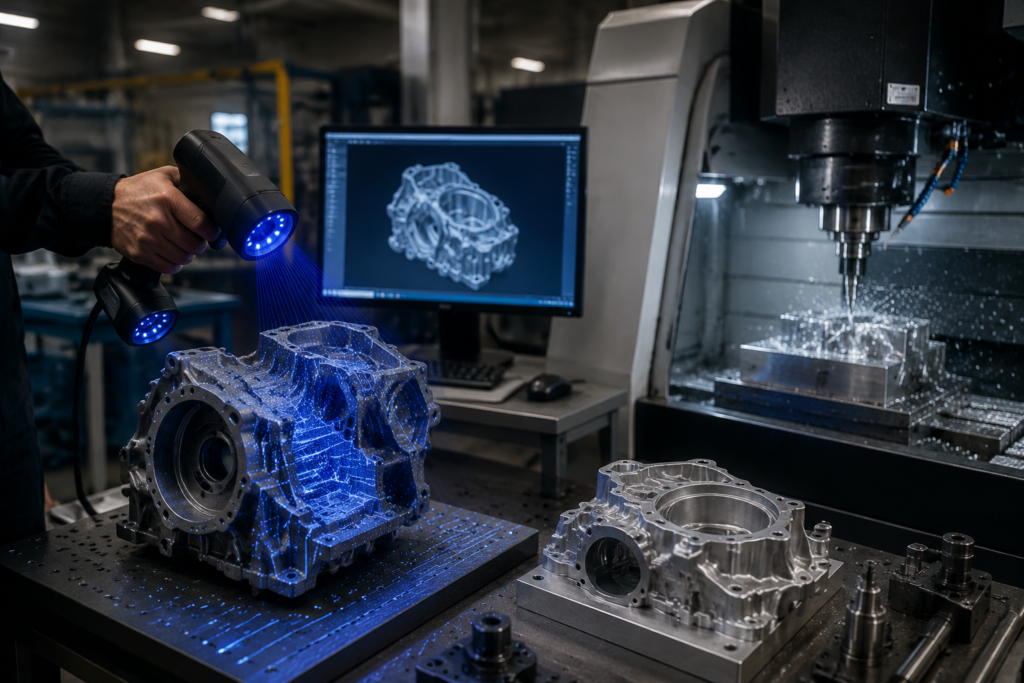
استراتژی های پرداخت (Finishing) برای سطوح با کیفیت بالا
پرداخت نهایی حساس ترین مرحله در ساخت قالب CNC است. در این مرحله کوچک ترین خطا می تواند کیفیت سطح را کاهش دهد و نیاز به اصلاح دستی ایجاد کند. انتخاب استراتژی مناسب پرداخت تأثیر مستقیمی بر صافی سطح، دقت ابعادی و زمان نهایی تولید قالب دارد. در قالب سازی پلاستیک، سطح قالب باید کاملاً یکنواخت و بدون موج باشد تا محصول نهایی کیفیت ظاهری مطلوبی داشته باشد. به همین دلیل نرم افزارهای CAM استراتژی های متنوعی برای پرداخت سطوح مختلف ارائه می دهند.
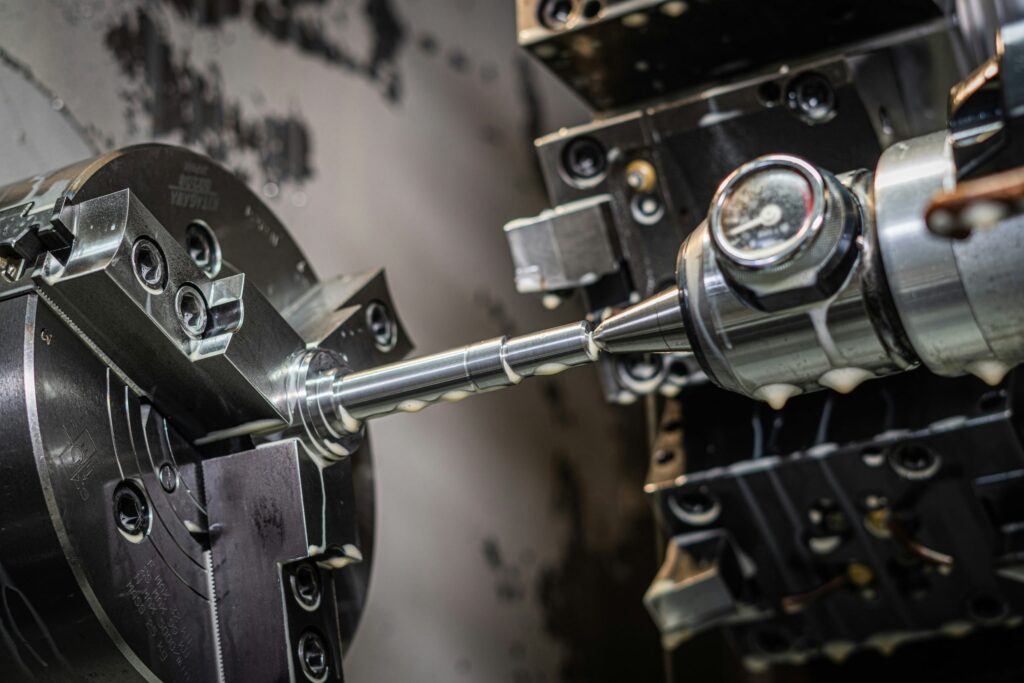
استراتژی Constant Z برای دیواره های عمودی
استراتژی Constant Z بیشتر برای دیواره های شیب دار و عمودی استفاده می شود. در این روش ابزار در ارتفاع های ثابت حرکت می کند و به تدریج سطح را پرداخت می نماید. این استراتژی باعث ایجاد خطوط یکنواخت روی دیواره ها می شود و کیفیت سطح بسیار خوبی ایجاد می کند. در قالب های عمیق و پیچیده، Constant Z عملکرد بسیار مؤثری دارد زیرا کنترل مناسبی روی تماس ابزار و سطح ایجاد می کند. همچنین خطر ایجاد لرزش در دیواره های عمودی کاهش پیدا می کند.
استراتژی Raster و Parallel برای سطوح تخت و کم شیب
Raster و Parallel از رایج ترین روش های پرداخت برای سطوح تخت و ملایم هستند. در این روش ها ابزار به صورت رفت و برگشتی یا موازی روی سطح حرکت می کند و مسیرهای یکنواخت ایجاد می نماید. این استراتژی ها در طراحی قالب پلاستیک برای پرداخت سطوح بیرونی و بخش های کم شیب کاربرد فراوانی دارند. انتخاب صحیح فاصله خطوط حرکتی می تواند کیفیت سطح را به شکل محسوسی افزایش دهد.
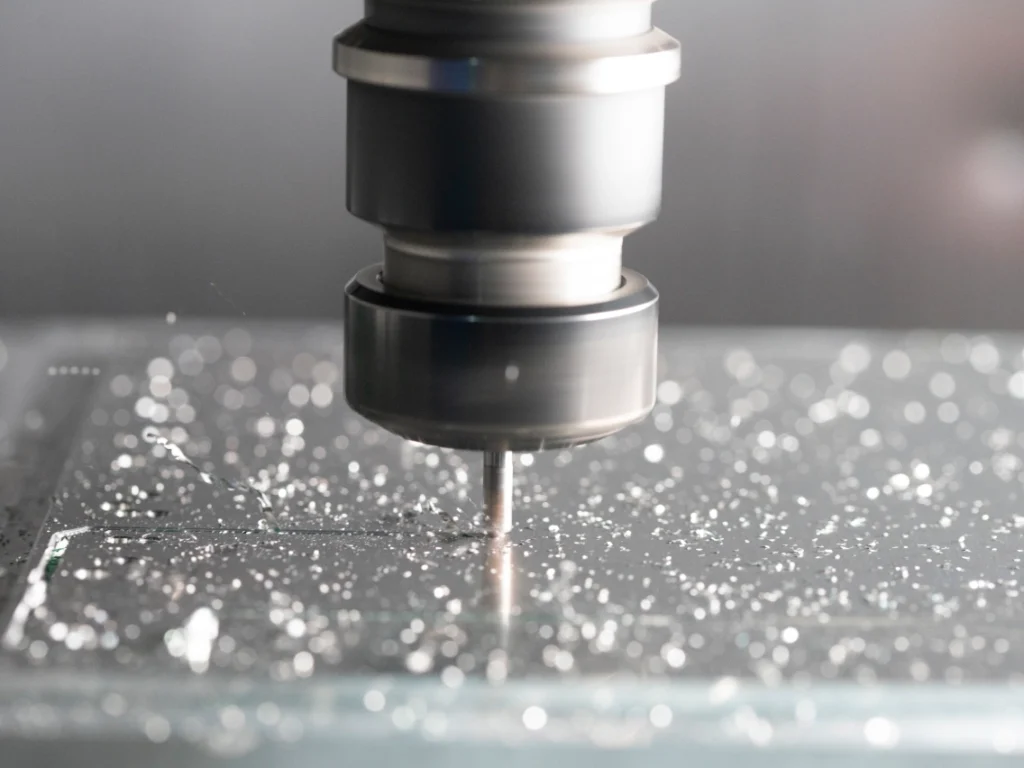
استراتژی 3D Offset و Scallop برای حفظ یکنواختی صافی سطح
در قطعات سه بعدی پیچیده، حفظ یکنواختی صافی سطح اهمیت بسیار زیادی دارد. استراتژی های 3D Offset و Scallop با کنترل ارتفاع پله ها، سطحی یکنواخت و نرم ایجاد می کنند. در قالب CNC این روش ها به خصوص برای سطوح آزاد و فرم های پیچیده بسیار کاربردی هستند. نتیجه نهایی معمولاً سطحی با کیفیت بالا و نیاز کمتر به پولیش دستی خواهد بود.
جمع بندی
استراتژی های CAM قلب اصلی ماشینکاری CNC در صنعت قالب سازی هستند و انتخاب صحیح آن ها تأثیر مستقیمی بر کیفیت، سرعت و هزینه تولید دارد. از خشن کاری و Adaptive Clearing گرفته تا پرداخت نهایی و ماشینکاری سرعت بالا، هر مرحله نیازمند انتخاب هوشمندانه مسیر ابزار و پارامترهای مناسب است. در پروژه های مرتبط با قالب CNC، استفاده از استراتژی های مدرن CAM نه تنها کیفیت سطح و دقت ابعادی را افزایش می دهد، بلکه استهلاک ابزار و زمان تولید را نیز کاهش می دهد. به همین دلیل تسلط بر استراتژی های CAM به یکی از مهم ترین مهارت ها در مهندسی قالب و ساخت قالب صنعتی تبدیل شده است.
سوالات متداول
بهترین استراتژی پرداخت برای سطوح کروی و سه بعدی چیست؟
برای سطوح کروی و سه بعدی معمولاً استراتژی های Scallop و 3D Offset بهترین نتیجه را ایجاد می کنند زیرا صافی سطح یکنواخت تری ارائه می دهند. این روش ها در قالب های پیچیده عملکرد بسیار خوبی دارند.
تفاوت اصلی بین استراتژی Raster و Constant Z در چیست؟
Raster بیشتر برای سطوح تخت و کم شیب استفاده می شود، در حالی که Constant Z برای دیواره های عمودی و سطوح شیب دار مناسب تر است. هرکدام بسته به نوع هندسه قالب انتخاب می شوند.