چگونه با طراحی مناسب حفره و کورها، تاب برداشتن قطعه را حذف کنیم؟
تاب برداشتن یا وارپیج در قطعات پلاستیکی یکی از رایج ترین چالش ها در قالب تزریق پلاستیک است که می تواند کیفیت ظاهری و دقت ابعادی قطعه را به طور جدی کاهش دهد. بسیاری از پروژه های ساخت قالب پلاستیکی، حتی با ماشین کاری دقیق و مواد اولیه مناسب، به دلیل طراحی نامناسب کور و حفره یا کنترل ضعیف انقباض، با مشکل تغییر شکل مواجه می شوند. از آنجا که در تولید انبوه هر قطعه معیوب به معنی افزایش ضایعات و هزینه است، حذف یا حداقل سازی وارپیج یک هدف کلیدی در قالب سازی و قطعه سازی محسوب می شود.
تاب برداشتن در قطعات تزریق پلاستیک چیست؟
تاب برداشتن در قطعات تزریق پلاستیک به تغییر شکل ناخواسته قطعه پس از خروج از قالب گفته می شود؛ حالتی که قطعه به جای حفظ هندسه طراحی شده، در اثر تنش های داخلی و انقباض نامتوازن دچار خمیدگی، پیچش یا قوس می شود. این پدیده می تواند در ظاهر قطعه، مونتاژپذیری و عملکرد مکانیکی مشکل ایجاد کند، به خصوص زمانی که قطعه باید روی هم فیت شود یا تلرانس های دقیق داشته باشد. در قالب پریفرم یا قطعات صنعتی دقیق، حتی وارپیج های کوچک هم می توانند باعث مردودی محصول شوند.
تأثیر طراحی قالب بر تغییر شکل قطعه
طراحی قالب پلاستیکی تعیین می کند ماده چگونه وارد حفره می شود، کجا متراکم تر می شود، کجا دیرتر منجمد می شود و چگونه حرارت از قطعه خارج می گردد. اگر حفره و کور به شکلی طراحی شوند که ضخامت ها نامنظم باشد یا نواحی با جرم حرارتی بالا ایجاد شود، اختلاف زمان انجماد شکل می گیرد و قطعه به صورت نامتقارن جمع می شود. به همین دلیل، در بسیاری از پروژه های ساخت قالب صنعتی، علت اصلی وارپیج نه دستگاه تزریق، بلکه هندسه قطعه و کیفیت طراحی Core/Cavity است.
 نقش طراحی کور و حفره در کنترل تاب برداشتگی
نقش طراحی کور و حفره در کنترل تاب برداشتگی
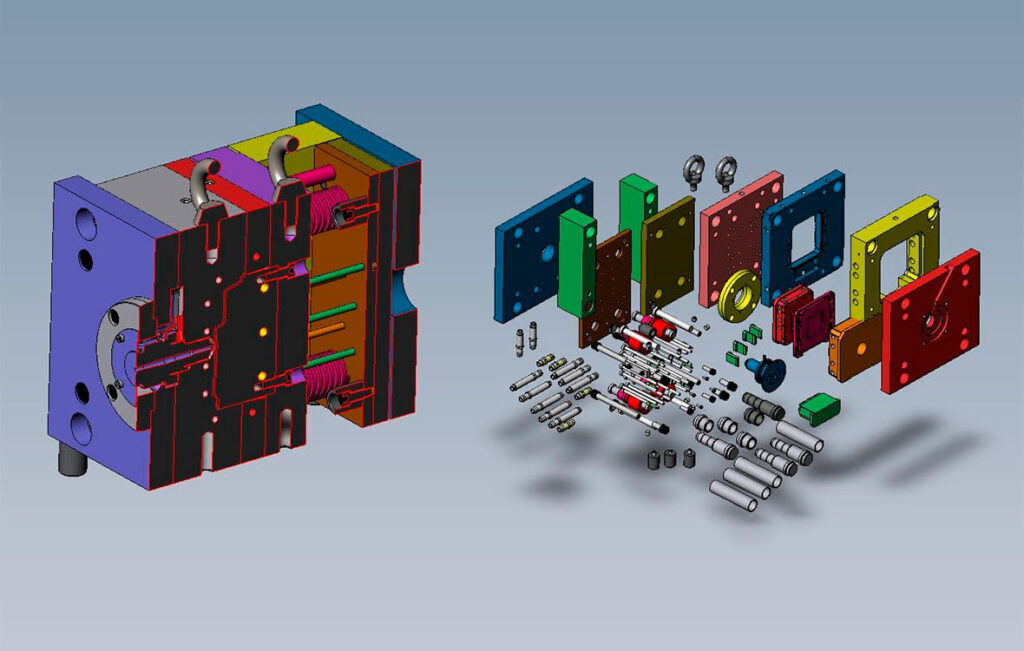
در قالب تزریق پلاستیک، کور و حفره مثل دو نیمه ای هستند که شکل نهایی قطعه را می سازند. هر تصمیم در طراحی این دو بخش، از تقسیم بندی سطوح تا محل تماس ها و تغییرات ضخامت، بر توزیع فشار و دمای مذاب اثر می گذارد. وقتی توزیع دما و فشار متعادل باشد، تنش های پسماند کمتر می شود و قطعه با ثبات ابعادی بالاتری از قالب خارج می شود. به همین علت مهندسان قالب سازی معمولاً کنترل وارپیج را از بررسی Core/Cavity آغاز می کنند.
تأثیر تقارن طراحی بر کاهش تنش های داخلی
تقارن در طراحی قطعه و به تبع آن در طراحی کور و حفره، به متعادل شدن جریان و خنک کاری کمک می کند. وقتی قطعه نسبت به محورهای اصلی متقارن باشد، مسیر جریان مذاب، توزیع فشار نگهداری و خروج حرارت معمولاً یکنواخت تر می شود. این یکنواختی باعث می شود انقباض در دو سمت قطعه نزدیک تر باشد و تنش های پسماند کاهش پیدا کند. در قطعات نامتقارن، حتی اگر دستگاه تزریق به خوبی تنظیم شده باشد، اختلاف ضخامت، تفاوت طول مسیر جریان و اختلاف خنک کاری در نواحی مختلف می تواند به تاب برداشتگی منجر شود. در این شرایط باید در طراحی قالب پلاستیکی از راهکارهایی مثل تغییر محل گیت، اصلاح ضخامت ها و تقویت نواحی حساس استفاده کرد تا رفتار حرارتی و انقباضی قطعه کنترل شود.
اصول طراحی کور و حفره برای کاهش وارپیج
برای کاهش وارپیج، باید طراحی کور و حفره را به گونه ای انجام داد که قطعه در تمام نقاط تقریباً با نرخ مشابهی سرد شود و الگوی انقباض پیش بینی پذیر داشته باشد. این هدف با کنترل هندسه قطعه، کاهش نقاط داغ، مدیریت ریب ها و انتخاب صحیح شیب ها و شعاع ها قابل دستیابی است. در بسیاری از پروژه های ساخت قالب پلاستیکی، اصلاح چند ناحیه کلیدی در Core/Cavity می تواند اثر بیشتری از تغییرات متعدد در پارامترهای تزریق داشته باشد.
حفظ یکنواختی ضخامت دیواره ها
یکی از موثرترین راه ها برای کنترل تاب برداشتگی، یکنواخت نگه داشتن ضخامت دیواره ها در طراحی قطعه و قالب است. وقتی ضخامت در نواحی مختلف زیاد تغییر می کند، بخش های ضخیم تر دیرتر منجمد می شوند و بعد از خروج از قالب به انقباض ادامه می دهند. همین اختلاف در زمان انقباض باعث خمیدگی یا پیچش قطعه می شود و در بسیاری از قطعات پلاستیکی بزرگ، این موضوع به شکل قوس دار شدن سطح دیده می شود.
طراحی مناسب ریب ها و تقویت کننده ها
ریب ها برای افزایش استحکام قطعه بدون افزایش زیاد ضخامت کلی استفاده می شوند، اما اگر اصول طراحی رعایت نشود، خود ریب به عامل وارپیج تبدیل می شود. ریب های بیش از حد ضخیم یا ریب هایی که در یک سمت قطعه متمرکز شده اند، باعث انجماد نامتوازن و ایجاد تنش های داخلی می شوند. در نتیجه قطعه به سمت ناحیه ریب دار جمع می شود و تاب برمی دارد.
کنترل انقباض مواد در طراحی قالب
هر ماده پلیمری ویژگی انقباض مخصوص به خود را دارد و طراحی قالب پلاستیکی باید بر اساس دیتاشیت واقعی ماده و تجربه قطعه سازی تنظیم شود. اگر انقباض به درستی در ابعاد Core/Cavity لحاظ نشود، قطعه ممکن است پس از خروج از قالب هم به جمع شدن ادامه دهد و شکل نهایی را تغییر دهد. این موضوع در قطعات با طول زیاد یا قطعات دیواره نازک حساس تر است.
تأثیر سیستم خنک کاری بر تاب برداشتن قطعه
سیستم خنک کاری قلب عملکرد حرارتی قالب تزریق پلاستیک است و در بسیاری از موارد مهم ترین عامل در وارپیج به شمار می رود. حتی اگر Core/Cavity به خوبی طراحی شده باشند، خنک کاری نامتعادل می تواند توزیع دما را به هم بزند و قطعه را به سمت نواحی گرم تر خم کند. چون بیشترین سهم زمان سیکل مربوط به خنک شدن است، هر تصمیم در خنک کاری هم روی کیفیت و هم روی بهره وری تولید اثر مستقیم دارد.
توزیع یکنواخت دما در قالب
توزیع یکنواخت دما یعنی تمام نواحی موثر بر شکل قطعه، در محدوده دمایی نزدیک به هم کار کنند. اگر یک سمت قالب به دلیل فاصله زیاد کانال ها یا انسداد جریان آب خنک کننده گرم تر باشد، همان سمت دیرتر منجمد می شود و بعد از خروج از قالب بیشتر جمع می شود. نتیجه معمولاً قطعه ای است که به سمت ناحیه گرم تر قوس برمی دارد یا پیچش پیدا می کند.
نقش شبیه سازی Moldflow در کاهش تاب برداشتگی
شبیه سازی Moldflow به مهندسان اجازه می دهد قبل از ساخت قالب پلاستیکی، رفتار جریان مواد، توزیع دما و احتمال وارپیج را پیش بینی کنند. این موضوع باعث می شود اصلاحات مهم در مرحله طراحی انجام شود، زمانی که هزینه تغییرات بسیار کمتر از بعد از ساخت قالب است. در پروژه های ساخت قالب صنعتی، استفاده از Moldflow عملاً یک ابزار تصمیم گیری است که ریسک دوباره کاری را کاهش می دهد.
تحلیل توزیع دما و جریان مواد
یکی از خروجی های مهم Moldflow نقشه های دمایی و زمان انجماد است که نشان می دهد کدام نواحی قطعه دیرتر سرد می شوند. وقتی این نواحی مشخص شوند، می توان طراحی Core/Cavity را اصلاح کرد یا مدار خنک کاری را تغییر داد تا اختلاف دما کاهش یابد. همچنین تحلیل جریان مواد نشان می دهد جهت گیری جریان چگونه است و آیا الیاف یا مولکول ها در جهات مختلف می توانند انقباض متفاوت ایجاد کنند یا خیر.
بهینه سازی طراحی قبل از ساخت قالب
ارزش اصلی Moldflow در این است که اجازه می دهد قبل از ماشین کاری فولاد، چندین سناریو بررسی شود. می توان جای گیت را تغییر داد، ضخامت های حساس را اصلاح کرد، ریب ها را بازطراحی کرد و تاثیر هر تغییر را بر وارپیج مشاهده نمود. این رویکرد در پروژه های قالب تزریق برای تولید انبوه بسیار حیاتی است، چون هر اصلاح بعد از ساخت قالب می تواند زمان و هزینه زیادی تحمیل کند.
اشتباهات رایج در طراحی کور و حفره قالب
بخش زیادی از مشکلات وارپیج از اشتباهاتی ناشی می شود که در مراحل اولیه طراحی اتفاق می افتد و تا زمان تولید انبوه دیده نمی شود. این اشتباهات معمولاً به عدم توجه به رفتار واقعی مواد، نامتقارن بودن طراحی یا ساده سازی بیش از حد سیستم خنک کاری مربوط است. چون قالب سازی یک فرآیند بین رشته ای است، لازم است طراحی Core/Cavity هم زمان از منظر مکانیک، حرارت و فرآیند تزریق بررسی شود.
عدم توجه به انقباض مواد پلاستیکی
یکی از رایج ترین خطاها این است که ضریب انقباض به صورت کلی و بدون توجه به شرایط فرآیند و نوع ماده اعمال می شود. در عمل، انقباض به فشار نگهداری، دمای قالب، جهت جریان و حتی درصد الیاف وابسته است و ممکن است در یک قطعه در جهات مختلف متفاوت باشد. اگر این واقعیت در طراحی قالب پلاستیکی دیده نشود، قطعه پس از خروج از قالب شکل واقعی خود را نشان می دهد و وارپیج ایجاد می شود.
طراحی نامتقارن قطعه
طراحی نامتقارن یکی از عوامل پرقدرت وارپیج است، چون باعث می شود جریان مواد و خنک کاری متعادل نباشد. حتی اگر قطعه به لحاظ ظاهری نامتقارن باشد و نتوان آن را تغییر داد، باز هم می توان با راهکارهای قالب سازی مانند تغییر جای گیت، کنترل ضخامت ها و تقویت مسیرهای خنک کاری، اثر نامتقارنی را مدیریت کرد. مشکل زمانی ایجاد می شود که نامتقارنی طراحی بدون جبران های مهندسی وارد مرحله ساخت قالب شود.
جمع بندی
تاب برداشتن قطعات پلاستیکی یک مشکل چندعاملی است، اما در اغلب موارد ریشه آن به طراحی قالب پلاستیکی، به خصوص طراحی کور و حفره و نحوه خنک کاری برمی گردد. با یکنواخت سازی ضخامت دیواره ها، طراحی متعادل ریب ها، در نظر گرفتن انقباض واقعی مواد و ایجاد توزیع دمای یکنواخت در قالب تزریق پلاستیک، می توان تنش های داخلی را کاهش داد و تغییر شکل قطعه را کنترل کرد. این اقدامات نه تنها کیفیت قطعه را بالا می برند، بلکه در تولید انبوه باعث کاهش ضایعات و افزایش بهره وری می شوند.
سوالات متداول
مهم ترین علت تاب برداشتن قطعات پلاستیکی چیست؟
مهم ترین علت وارپیج معمولاً انقباض غیر یکنواخت ناشی از اختلاف ضخامت دیواره ها و خنک کاری نامتعادل است.
چه موادی بیشتر دچار تاب برداشتگی می شوند؟
مواد نیمه بلورین مانند PP، PA و POM معمولاً حساسیت بیشتری به وارپیج دارند، چون علاوه بر سرد شدن، فرآیند تبلور هم رخ می دهد و انقباض را افزایش می دهد.
آیا شبیه سازی Moldflow می تواند تاب برداشتن را پیش بینی کند؟
بله، شبیه سازی Moldflow می تواند با مدل سازی جریان، فشار، دما و انقباض، احتمال وارپیج و حتی جهت و الگوی تغییر شکل را پیش بینی کند.