راهنمای مهندسی: شناسایی و رفع رایج ترین مشکلات در فرآیند تولید قطعات پلاستیکی
تولید قطعات پلاستیکی به روش تزریق، فرآیندی پیچیده و حساس است که موفقیت در آن نیازمند هماهنگی دقیق میان طراحی قالب، ویژگی های متریال و تنظیمات ماشین آلات است. بروز عیوب در این فرآیند، چالش های اقتصادی و فنی گسترده ای را برای تولیدکنندگان به همراه دارد که منجر به افزایش نرخ ضایعات و هزینه های اضافی می شود. شناسایی ریشه ای این مشکلات، نیازمند دانش فنی عمیق در زمینه مهندسی قالب و تسلط بر پارامترهای مؤثر بر عملکرد دستگاه های تزریق است. برای دستیابی به کیفیت مطلوب و رعایت استانداردهای تولید، متخصصان باید با علل ایجاد عیوب رایج و استراتژی های پیشگیرانه به خوبی آشنا باشند. این مقاله به عنوان راهنمایی جامع، به تحلیل فنی عیوب رایج و روش های رفع آن ها با تکیه بر اصول مهندسی می پردازد.
عیوب پرشدن قالب (Filling Defects)
شورت شات (Short Shot) و عوامل کاهش فشار تزریق
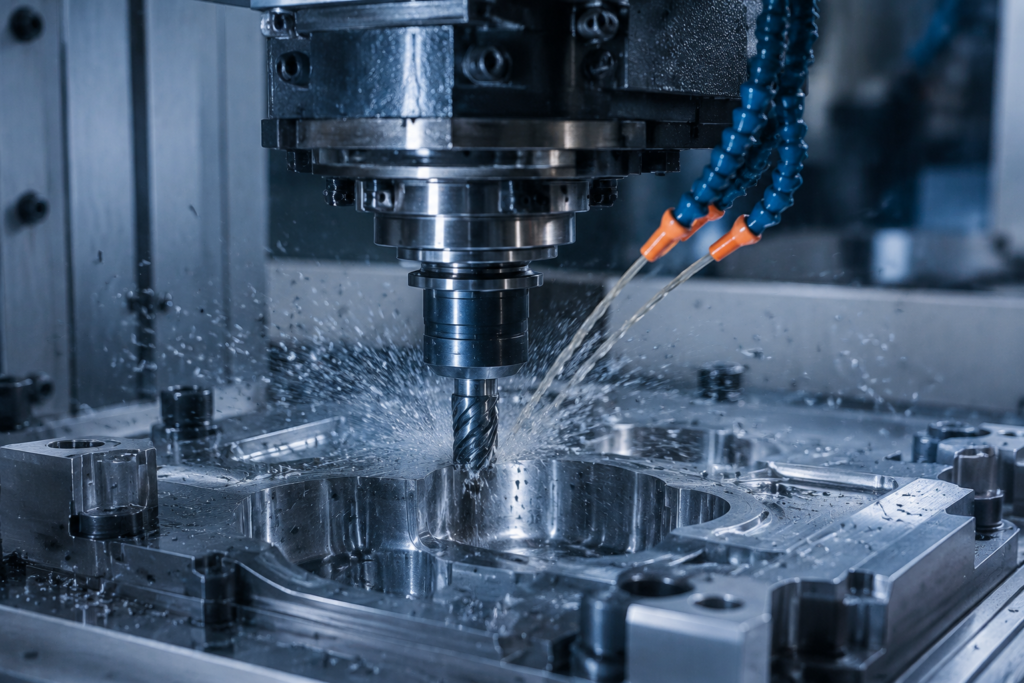
شورت شات یکی از شایع ترین مشکلاتی است که در آن قالب به طور کامل با مواد مذاب پر نمی شود و قطعه نهایی ناقص باقی می ماند. این پدیده اغلب ناشی از ناکافی بودن فشار یا سرعت تزریق در لحظه پرکردن حفره های قالب است که به دلیل انسداد در مسیر جریان یا دمای پایین مواد مذاب رخ می دهد. برای رفع این مشکل، بررسی دقیق مهندسی قالب برای اطمینان از طراحی صحیح سیستم راهگاهی ضروری است، زیرا طراحی نامناسب می تواند باعث افت فشار ناخواسته شود. علاوه بر این، تنظیم پارامترهای دستگاه شامل افزایش دمای تزریق برای کاهش ویسکوزیته و افزایش فشار نگهدارنده می تواند به بهبود جریان مواد کمک کند. همچنین استفاده از تکنیک های پیشرفته برای ماشینکاری قطعات سنگین و بزرگ در تولید قالب، می تواند به دستیابی به سطوح داخلی صیقلی تر و کاهش اصطکاک کمک کرده و جریان روان تر مذاب را تضمین نماید.
 پلیسه گیری (Flash) و چالش های نیروی گیره (Clamping Force)
پلیسه گیری (Flash) و چالش های نیروی گیره (Clamping Force)
پلیسه گیری زمانی رخ می دهد که مواد مذاب به فضای بین صفحات قالب یا بخش های جداکننده نفوذ کرده و لایه های اضافی در لبه های قطعه ایجاد می کند. دلیل اصلی این پدیده معمولاً نقص در نیروی گیره دستگاه تزریق یا دقت ابعادی پایین در تولید قالب CNC است که باعث می شود قالب به خوبی بسته نشود. برای پیشگیری، استفاده از تحلیل مودال ابزار برش در فرآیند ساخت قالب بسیار حیاتی است، چرا که ارتعاشات ناخواسته حین ماشینکاری می تواند دقت تلرانس های قالب را کاهش دهد. اگر نیروی گیره دستگاه کافی نباشد، فشار تزریق باعث باز شدن جزئی قالب می شود؛ بنابراین تنظیم صحیح نیروی گیره نسبت به فشار تزریق الزامی است. علاوه بر این، انتخاب ابزار مناسب CNC با کیفیت بالا و رعایت استانداردهای پایداری دینامیکی در CNC، اطمینان می دهد که سطوح جفت شونده قالب دارای تطابق کامل بوده و از نشت مواد جلوگیری می شود.
مشکلات ناشی از خنک کاری و انقباض (Thermal Defects)
تاب دیدگی (Warpage) و توزیع ناهمگون دما
تاب دیدگی به تغییر شکل غیرارادی قطعه پس از خروج از قالب گفته می شود که ناشی از انقباض ناهمگون در قسمت های مختلف قطعه است. این مشکل زمانی رخ می دهد که نرخ خنک کاری در بخش های مختلف قالب یکسان نباشد یا تفاوت در ضخامت دیواره ها باعث ایجاد تنش های داخلی پس ماند شود. برای رفع این چالش، بهینه سازی سیستم خنک کاری قالب با استفاده از روش های پیشرفته طراحی قالب بسیار اهمیت دارد تا توزیع دما در تمام نقاط حفره قالب یکنواخت باقی بماند.
گودی یا جای فرورفتگی (Sink Marks) در بخش های ضخیم قطعه
جای فرورفتگی یا سینک مارک، گودی های ناخوشایندی هستند که عمدتاً در ضخیم ترین بخش های قطعه ظاهر می شوند و به دلیل انقباض مواد هنگام خنک کاری در مرکز قطعه رخ می دهند. این پدیده به دلیل کمبود فشار نگهدارنده (Holding Pressure) برای جبران حجم ناشی از انقباض مواد است که در نهایت منجر به کشیدگی سطح بیرونی به سمت داخل می گردد. برای مقابله با این عیب، افزایش فشار نگهدارنده و طولانی کردن زمان آن می تواند بسیار مؤثر باشد. در سطح مهندسی قالب، بازنگری در طراحی سیستم های راهگاهی و استفاده از تحلیل های جریان مذاب به مهندسان کمک می کند تا نقاط بحرانی را شناسایی کنند. همچنین، اطمینان از کیفیت ماشینکاری CNC در قطعات بزرگ که نیاز به دقت بالایی دارند، از ایجاد گره های حرارتی که منجر به تشدید این عیب می شوند، جلوگیری می نماید.
عیوب ظاهری و ساختاری
خط جوش (Weld Lines) و تأثیر آن بر استحکام مکانیکی
خط جوش زمانی ایجاد می شود که دو یا چند جریان مذاب در داخل حفره قالب به یکدیگر می رسند، اما به دلیل کاهش دما یا کمبود فشار، به خوبی با هم ترکیب نمی شوند. این خطوط نه تنها از نظر ظاهری روی سطح قطعه نمایان هستند، بلکه می توانند به عنوان نقاط ضعف ساختاری عمل کرده و مقاومت مکانیکی کل قطعه را کاهش دهند. برای کاهش اثرات خط جوش، تنظیم دقیق سرعت تزریق و افزایش دمای قالب بسیار تأثیرگذار است. استفاده از قالب های با طراحی بهینه که مسیر جریان مواد را به درستی هدایت می کنند، از اهمیت بالایی برخوردار است. در مرحله ساخت قالب CNC، دقت در جایگذاری سیستم های هواگیری (Venting) می تواند به خروج بهتر گازها کمک کرده و جریان مواد را در محل های تلاقی بهبود بخشد. همچنین تحلیل پیشرفته ابزار برش می تواند به تولید قالب هایی با دقت سطحی بالاتر منجر شود که در نهایت منجر به یکپارچگی بهتر مذاب می گردد.
حباب های هوا (Voids) و نقش سیستم گازگیری قالب
حباب های هوا در داخل قطعه، حفره های خالی هستند که معمولاً به دلیل گازهای محبوس شده یا انقباض شدید در بخش های داخلی ایجاد می شوند. اگر سیستم گازگیری قالب (Air Venting) به درستی طراحی نشده باشد، هوای داخل حفره فرصت خروج نداشته و در مواد مذاب محبوس می شود. برای حل این مشکل، بازنگری در طراحی قالب برای افزودن هواکش های مناسب ضروری است. علاوه بر این، تنظیم پارامترهای تزریق برای کاهش سرعت اولیه و افزایش مرحله ای فشار می تواند از حبس شدن هوا جلوگیری کند.
سوختگی (Burn Marks) ناشی از حبس هوا در حفره قالب
سوختگی به صورت تغییر رنگ های تیره یا قهوه ای در سطح قطعه ظاهر می شود و ناشی از داغ شدن بیش از حد هوای محبوس شده در داخل قالب است که در اثر سرعت تزریق بالا و فشار ناگهانی، دمای آن به نقطه اشتعال می رسد. برای مقابله با این مشکل، اولین اقدام باید بررسی و اصلاح سیستم هواگیری قالب باشد تا هوای محبوس شده بتواند سریع تر خارج شود. همچنین کاهش سرعت تزریق در آخرین مراحل پر شدن حفره به کاهش این مشکل کمک شایانی می کند. استفاده از دانش تخصصی در انتخاب ابزار مناسب CNC و اجرای فرآیندهای ماشینکاری دقیق، تضمین کننده تولید قالب هایی با مسیرهای خروجی گاز ایده آل است. این توجه به جزئیات در مهندسی قالب، نه تنها از سوختگی جلوگیری می کند، بلکه عمر مفید قطعات قالب را نیز به دلیل کاهش فشار حرارتی افزایش می دهد.

استراتژی های عیب یابی و بهینه سازی فرآیند
بازبینی پارامترهای دستگاه (دما، فشار، زمان)
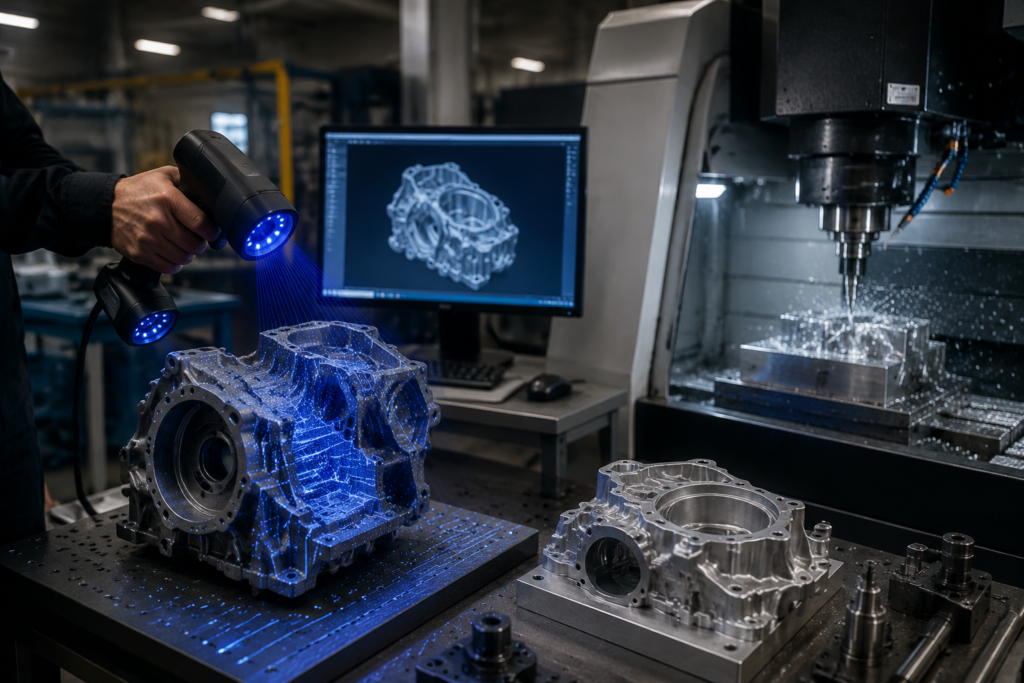
عیب یابی موثر در تزریق پلاستیک، مستلزم نگاهی سیستماتیک به پارامترهای ماشین تزریق است. دما، فشار و زمان، سه ضلع اصلی مثلث تولید هستند که هر گونه تغییر در آن ها می تواند مستقیماً بر کیفیت قطعه تأثیر بگذارد. متخصصان باید با استفاده از روش های آماری، ارتباط بین این متغیرها و عیوب تولید را شناسایی کنند. برای مثال، اگر تغییر در دمای مذاب منجر به کاهش تاب دیدگی شود اما پلیسه گیری را افزایش دهد، باید تعادلی بین این دو متغیر با تنظیم دقیق نیروی گیره دستگاه برقرار کرد. مانیتورینگ آنلاین و استفاده از سنسورهای فشار داخل قالب، ابزارهای کلیدی در این فرآیند هستند. این سطح از کنترل فرآیند، تنها در صورتی میسر است که قالب از ابتدا با دقت مهندسی بالا و با استفاده از تجهیزات دقیق ماشینکاری ساخته شده باشد.
نقش نگهداری قالب در کاهش نرخ ضایعات
قالب های تزریق پلاستیک ابزارهای بسیار گرانی هستند که به دلیل شرایط کاری سخت، نیازمند برنامه نگهداری و تعمیرات دوره ای می باشند. فرسایش سطوح، گرفتگی سیستم های خنک کاری و مسدود شدن هواکش ها از عوامل اصلی افت کیفیت قطعات در طول زمان هستند. نگهداری اصولی شامل تمیزکاری دوره ای سطوح حفره، بررسی دقت اجزای متحرک و کنترل وضعیت پین های پران است. در صورت نیاز به تعمیرات اساسی، استفاده از ماشینکاری CNC پیشرفته برای بازسازی سطوح آسیب دیده و بهبود ساختار قالب بسیار حیاتی است. نگهداری پیشگیرانه، هزینه های ناشی از توقف خط تولید و نرخ ضایعات را به طور چشمگیری کاهش می دهد و باعث افزایش بهره وری کلی در مهندسی تولید می شود.

جمع بندی
تولید موفق قطعات پلاستیکی محصولِ ترکیب هوشمندانه مهندسی قالب، تنظیم دقیق ماشین آلات و شناخت عمیق از رفتار پلیمرهاست. عیوب ذکر شده در این مقاله، هرچند چالش برانگیز هستند، اما با استفاده از دانش فنی، به کارگیری تحلیل های مهندسی و بهره گیری از تجهیزات دقیق ماشینکاری مانند CNCهای پیشرفته، کاملاً قابل مدیریت و پیشگیری می باشند. توجه به استراتژی های عیب یابی و پیش بینی مشکلات قبل از وقوع از طریق تکنولوژی های شبیه سازی، کلید اصلی کاهش ضایعات و دستیابی به بهره وری حداکثری در صنعت تولید قطعات پلاستیکی است. سرمایه گذاری بر روی دانش فنی تیم های تولید و نگهداری قالب، بهترین تضمین برای تولید محصولاتی با کیفیت جهانی و هزینه های بهینه است.
سوالات متداول
چگونه می توان تفاوت بین جای فرورفتگی و حباب های داخلی را تشخیص داد؟
جای فرورفتگی (Sink Marks) همواره روی سطح قطعه و به صورت گودی قابل مشاهده و لمس است، در حالی که حباب های داخلی (Voids) در داخل ضخامت قطعه پنهان هستند.
تأثیر جنس ماده اولیه بر میزان تاب دیدگی قطعات چیست؟
نوع پلیمر نقش تعیین کننده ای در میزان انقباض و تاب دیدگی دارد. پلیمرهای نیمه کریستالی (مانند PP یا PE) به دلیل تغییر ساختار مولکولی هنگام خنک کاری، انقباض بالایی دارند و پتانسیل تاب دیدگی در آن ها بیشتر است.
برای رفع مشکل پلیسه، ابتدا باید فشار تزریق را کاهش داد یا نیروی گیره را افزایش؟
اولویت اول باید بررسی نیروی گیره باشد؛ اگر نیروی گیره دستگاه کمتر از حد مورد نیاز برای خنثی سازی فشار تزریق باشد، قالب باز شده و پلیسه ایجاد می شود.