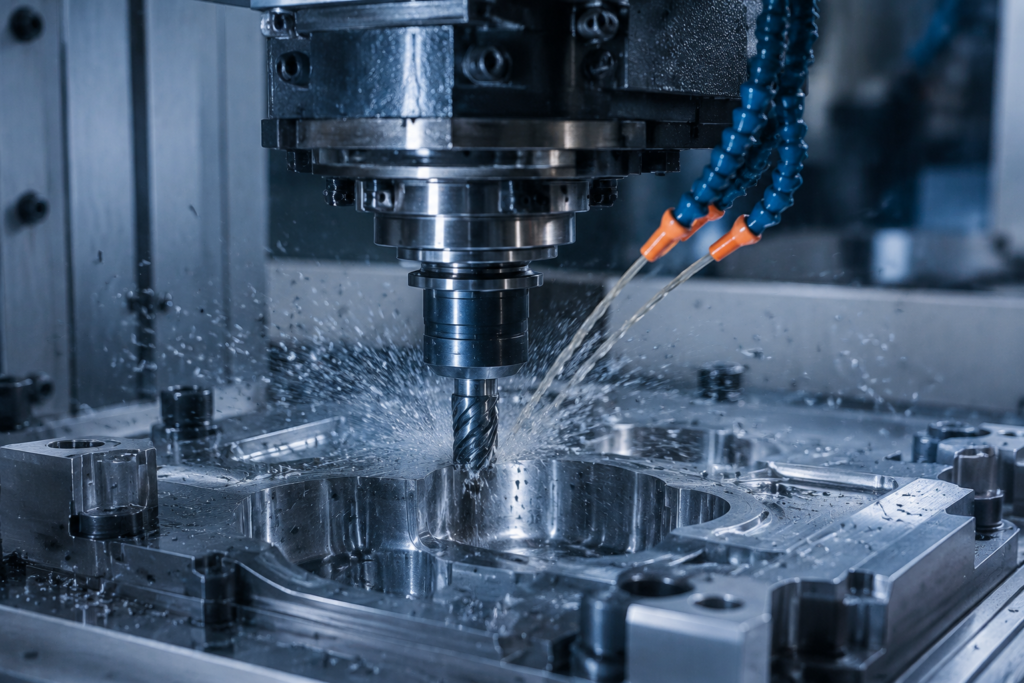
در فرآیند تزریق پلاستیک، کاهش زمان سیکل یکی از اصلیترین اهداف تولیدکنندگان برای افزایش بهرهوری، بهبود کیفیت محصول و کاهش هزینه نهایی ساخت قطعات پلاستیکی است. بیشترین بخش زمان سیکل به مرحله خنککاری اختصاص دارد، بنابراین بهینهسازی این بخش تأثیر مستقیم بر سرعت تولید دارد. طراحی حرفهای سیستم خنککاری قالب پلاستیکی، همراه با فناوریهای نوین پایش حرارتی و استفاده از روشهای پیشرفته مانند کانالگذاری کانفورمال، موجب کاهش توقفات، یکنواختی بیشتر در انتقال حرارت و افزایش دقت ابعادی قطعات میشود. اهمیت این موضوع زمانی بیشتر مشخص میشود که در ساخت قالب پلاستیکی با هندسه پیچیده، قطعات ضخیم یا تولید انبوه روبهرو هستیم و نیاز به کنترل دقیق حرارت کاملاً محسوس است. اگر سیستم خنککاری بهدرستی طراحی نشود، مشکلاتی مانند نقاط داغ، تاببرداشتن قطعه، انقباض نامتقارن، افزایش فشار تزریق و کاهش کیفیت سطح رخ میدهد. در این مقاله به روشهای مدرن، علمی و کاملاً مهندسی برای کاهش زمان سیکل تزریق پلاستیک پرداخته میشود؛ روشهایی که در طراحی قالب پلاستیکی اهمیت زیادی دارند و بهطور مستقیم بر راندمان و پایداری تولید تأثیر میگذارند.

نقش طراحی سیستم خنککاری در کاهش زمان سیکل
طراحی سیستم خنککاری مهمترین بخش کنترل زمان سیکل در قالب تزریق است و حتی یک اشتباه کوچک میتواند باعث افزایش زمان تولید شود. سیستم خنککاری باید بهگونهای طراحی شود که انتقال حرارت بهصورت یکنواخت در تمام نواحی انجام گیرد و اختلاف دمایی بین نواحی ضخیم و نازک کم باشد. اگر کانالها با فاصله مناسب طراحی نشوند یا از مواد با ضریب هدایت حرارتی پایین استفاده شود، کاهش زمان سیکل غیرممکن میشود. بنابراین مهندسی دقیق جریان آب، انتخاب قطر کانالها، تعیین فاصله از سطح حفره قالب و تناظر با ضخامت قطعه ضروری است. این موارد نه تنها کیفیت قطعه را افزایش میدهند بلکه باعث کاهش چشمگیر زمان سیکل و افزایش عمر قالب پلاستیکی نیز میشوند.
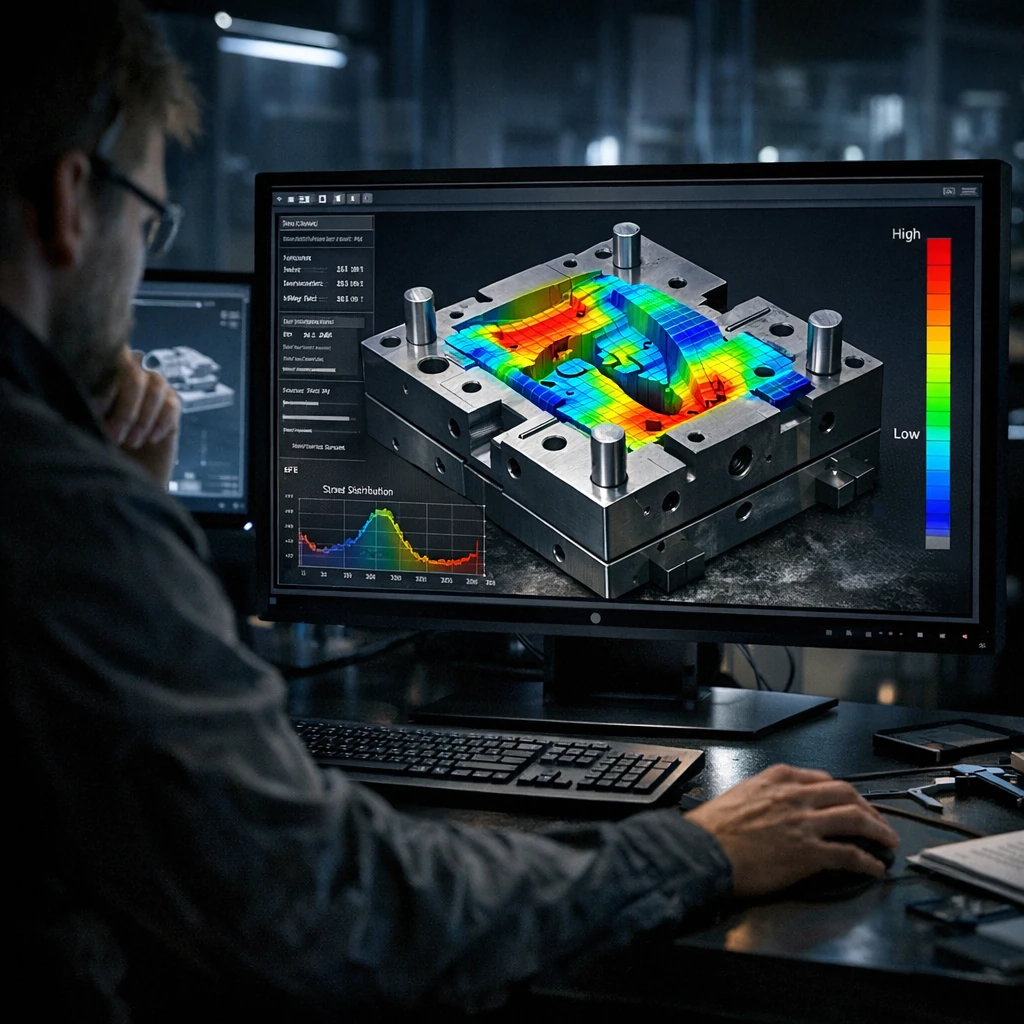
اهمیت توزیع یکنواخت حرارت
توزیع حرارت یکنواخت باعث میشود قطعه سرد شدن متعادلی داشته باشد و دچار تاببرداشتن یا انقباض ناهمگن نشود. زمانی که نقاط داغ در قالب ایجاد میشود، بخشی از قطعه دیرتر سرد شده و باعث افزایش زمان سیکل میشود. طراحی صحیح مسیرهای خنککاری به کاهش این اختلاف حرارتی کمک میکند.
تاثیر فاصله کانالها بر انتقال حرارت
اگر کانالهای خنککاری از سطح قالب بیش از حد دور باشند، انتقال حرارت با سرعت کمتری انجام میشود و سیکل طولانی میشود. فاصله نزدیکتر اما نه بیش از حد، باعث خنککاری اصولی و کاهش فشار حرارتی در قالب میشود.
نقش مواد تشکیلدهنده قالب در عملکرد خنککاری
فولادهای با هدایت حرارتی بالا مانند انواع فولاد آلومینیومی عملکرد بهتری نسبت به فولادهای معمولی دارند. انتخاب جنس مناسب قالب باعث انتقال حرارت سریعتر و کوتاه شدن چرخه تولید میشود.

استفاده از خنککاری کانفورمال در قالبهای مدرن
خنککاری کانفورمال یکی از دقیقترین و نوآورانهترین روشهای کاهش زمان سیکل است. در این روش کانالها برخلاف مدل مستقیم سنتی، به شکل هندسه قطعه طراحی میشوند و امکان توزیع حرارت یکنواخت فراهم میشود. این تکنیک بهخصوص در قطعات پیچیده و سهبعدی که ضخامت متغیر دارند، کارایی فوقالعادهای دارد. کاهش زمان سیکل با این روش قابل توجه است، زیرا کانالها به نواحی بحرانی نزدیکتر بوده و حرارت با سرعت بیشتری دفع میشود. استفاده از چاپ سهبعدی فلزی برای ساخت قالب کانفورمال، امکان ایجاد مسیرهای پیچیده و مهندسیشده را فراهم کرده و محدودیتهای سنتی را از میان برداشته است. این روش اکنون یکی از مهمترین فناوریها در طراحی قالب پلاستیکی محسوب میشود.
خنککاری کانفورمال و افزایش راندمان حرارتی
کانالهای کانفورمال با تبعیت از شکل قطعه، نواحی ضخیم را بهطور مؤثر هدف قرار میدهند. نتیجه آن کاهش دمای موضعی، افزایش پایداری فرآیند تزریق و کاهش چشمگیر سیکل است.
تکنیک ساخت قالب با چاپ سهبعدی فلزی
چاپ سهبعدی فلزی امکان ساخت کانالهایی را فراهم میکند که با ماشینکاری سنتی قابل تولید نیستند. این روش انقلابی در ساخت قالب پلاستیکی ایجاد کرده است.
کاهش تنش داخلی و بهبود کیفیت قطعه
بهدلیل سرد شدن یکنواخت، تنشهای داخلی قطعه کمتر شده و تاببرداشتن کاهش مییابد. این مسئله کیفیت قطعات پلاستیکی را بهصورت محسوس بهبود میدهد.

افزایش سرعت گردش سیال خنککننده و مدیریت جریان
سرعت گردش آب در کانالهای خنککاری نقش مستقیم در عملکرد حرارتی قالب دارد. افزایش سرعت جریان، انتقال حرارت را بهبود داده و زمان سیکل را کاهش میدهد. اما این اقدام باید همراه با مدیریت دقیق دما باشد تا اختلاف دمای ورودی و خروجی در محدوده مناسب قرار گیرد. بهکارگیری پمپهای قدرتمند، مبدلهای حرارتی و چیلرهای دقیق میتواند در این فرآیند مؤثر باشد. همچنین شناخت نقاط داغ با ابزارهای حرارتی و اصلاح مسیر جریان موجب بهبود عملکرد میشود. مدیریت جریان آب مانند کنترل سرعت، فشار و جهت گردش باعث جلوگیری از انباشت حرارت و اطمینان از خنککاری یکنواخت در تمام نواحی قالب میشود.
تاثیر نرخ جریان در خنککاری مؤثر
هرچه نرخ جریان آب بیشتر باشد، حرارت سریعتر جابهجا میشود. جریان کند باعث تشکیل لایه مرزی حرارتی و کاهش راندمان میگردد.
مدیریت دمای ورودی و خروجی آب
دمای ورودی باید ثابت باشد تا فرآیند خنککاری پایدار انجام شود. اختلاف زیاد بین دمای ورودی و خروجی نشانه عملکرد ضعیف سیستم است.
جلوگیری از نقاط داغ در قالب
استفاده از ابزارهای حرارتی مانند دوربین مادون قرمز نقاط داغ را نشان میدهد و با اصلاح عملکرد کانالها میتوان مشکل را برطرف کرد.
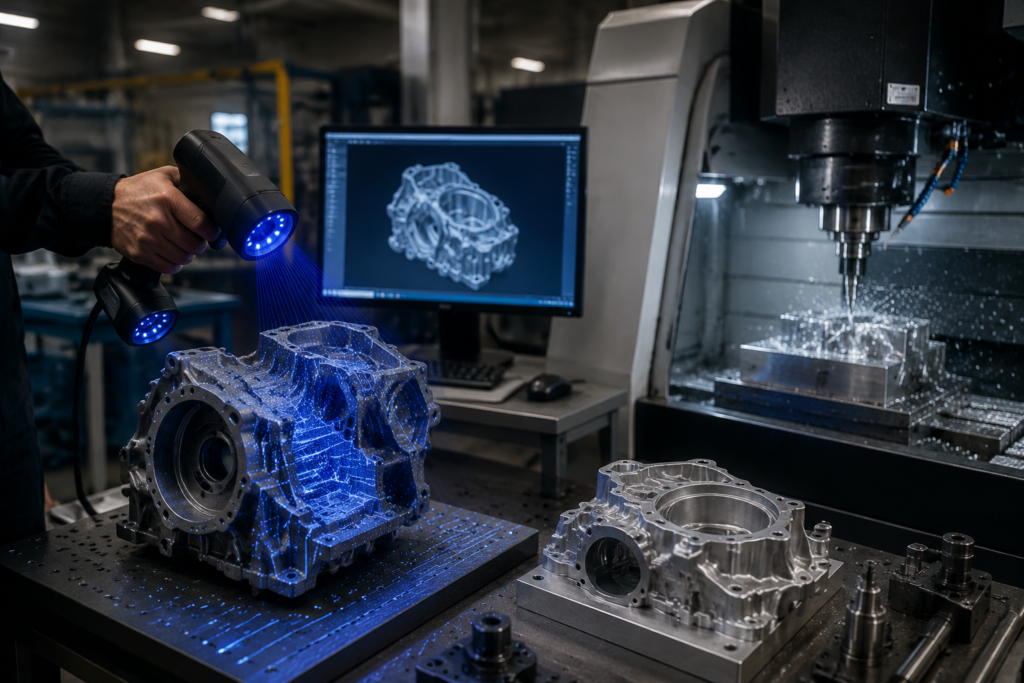
فناوریهای نوین پایش و کنترل دما در قالب تزریق
کنترل دمای قالب تزریق فقط به طراحی کانال محدود نمیشود، بلکه نیازمند سیستمهای هوشمند است. فناوریهای جدید مانند سنسورهای دقیق دما و فشار، سیستمهای کنترل فعال و ابزارهای مانیتورینگ دیجیتال در سالهای اخیر تحول بزرگی در کاهش زمان سیکل ایجاد کردهاند. با این ابزارها میتوان دما را لحظهبهلحظه اندازهگیری و تنظیم کرد. این کار باعث پایدار شدن فرآیند تزریق و بهبود کیفیت خروجی میشود. ترکیب این فناوریها با طراحی مناسب قالب پلاستیکی بهترین روش برای کاهش هزینههای تولید و افزایش بهرهوری است.
سنسورهای هوشمند دما و فشار
این سنسورها اطلاعات دقیقی از رفتار حرارتی و فشار تزریق ارائه میدهند. تحلیل این دادهها باعث تنظیم بهتر سیکل تولید میشود.
کنترل فعال دما در طول سیکل
سیستمهای کنترل هوشمند میتوانند دما را در طول تزریق بالا برده و در مرحله خنککاری سریع پایین بیاورند. این روش باعث کاهش زمان سیکل میشود.
نقش سیستمهای مانیتورینگ در کاهش خطا
مانیتورینگ لحظهای دما، جریان و فشار باعث جلوگیری از نقاط داغ، ایرادات ناگهانی و توقف خط تولید میشود.
جمعبندی
بهینهسازی سیستم خنککاری قالب یکی از مؤثرترین روشها برای کاهش زمان سیکل تزریق پلاستیک و افزایش بهرهوری تولید است. استفاده از تکنیکهای مدرن مانند کانالگذاری کانفورمال، کنترل هوشمند دما، افزایش سرعت جریان آب و طراحی مهندسیشده کانالها، تأثیر مستقیم بر کیفیت و سرعت تولید دارد. این رویکردها در ساخت قالب پلاستیکی و تولید قطعات پلاستیکی نقشی اساسی داشته و باعث کاهش هزینهها و افزایش پایداری فرآیند میشوند.
سوالات متداول
چرا خنککاری مهمترین عامل در زمان سیکل تزریق است؟
زیرا بیشترین زمان سیکل مربوط به سرد شدن قطعه است و هر بهینهسازی در این بخش مستقیماً زمان تولید را کاهش میدهد.
آیا خنککاری کانفورمال واقعاً موثر است؟
بله، این روش با نزدیک شدن کانالها به نواحی ضخیم، انتقال حرارت را بهبود میدهد و سیکل را بهطور محسوس کوتاه میکند.
چطور میتوان نقاط داغ قالب را شناسایی کرد؟
با استفاده از دوربینهای حرارتی یا سنسورهای دمایی که تغییرات حرارت را بهصورت لحظهای نمایش میدهند.
آیا افزایش سرعت جریان آب همیشه باعث خنککاری بهتر میشود؟
تا حد مشخصی بله، اما پس از یک مقدار، اثر آن کاهش مییابد و باید دمای ورودی نیز کنترل شود.