چگونه خطای دمایی ماشین CNC باعث اشتباه در تولید قالب می شود؟
در صنعت قالب سازی، وقتی از تلرانس های فشرده و کیفیت سطح بالا صحبت می کنیم، عملاً با «ثبات» سروکار داریم؛ ثبات در موقعیت ابزار، ثبات در هندسه ماشین، و ثبات در ابعاد قطعه. ماشینکاری CNC برای تولید قالب های فلزی پیچیده بهترین ابزار است، اما همین ماشین دقیق، یک دشمن پنهان دارد: تغییرات دما. خطای دمایی یا Thermal Error زمانی رخ می دهد که اجزای ماشین CNC، ابزار یا قطعه کار در اثر گرم شدن یا سرد شدن، دچار انبساط یا انقباض شوند و همین تغییرات کوچک، به جابه جایی های بزرگ در دقت نهایی قالب تبدیل شود. در قالب CNC، «چند میکرون» می تواند به معنی لقی در مونتاژ، پلیسه، خط آب بندی نامناسب، یا افت کیفیت سطح باشد.
مفهوم خطای دمایی (Thermal Error) در ماشین کاری دقیق
خطای دمایی در ماشین کاری دقیق به مجموعه انحراف هایی گفته می شود که به دلیل تغییر دما در ماشین ابزار، ابزار، قطعه کار یا محیط ایجاد می شوند و باعث می گردند موقعیت واقعی نوک ابزار با موقعیتی که کنترل CNC تصور می کند یکسان نباشد. در عمل، کنترلر موقعیت را از روی انکودرها و مدل سینماتیکی می سنجد، اما اگر ساختار مکانیکی در اثر گرما تغییر شکل بدهد، «هندسه واقعی» تغییر می کند و خطا به صورت آفست، مخروطی شدن، پله افتادن یا تغییر ابعاد حفره ها ظاهر می شود. در قالب سازی دقیق، این خطا می تواند در مرحله خشن تراشی خود را پنهان کند، اما در پرداخت و نیمه پرداخت به صورت مستقیم روی کیفیت و دقت ابعادی می نشیند.
 چرا ماشین های CNC در حین کار گرم می شوند؟
چرا ماشین های CNC در حین کار گرم می شوند؟
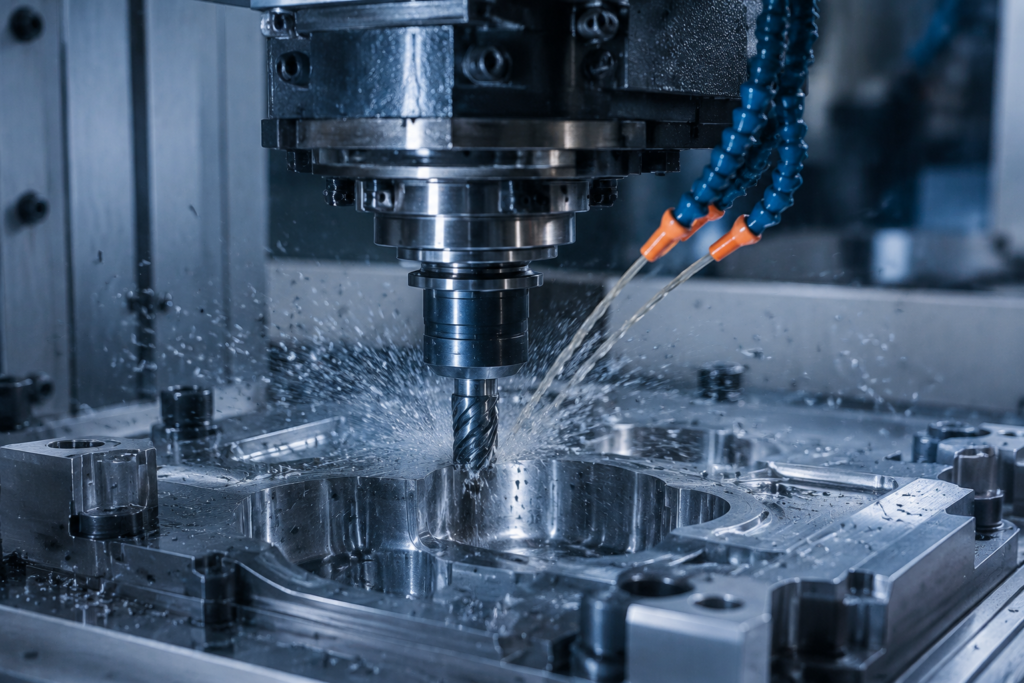
ماشین CNC یک سیستم الکترومکانیکی است که انرژی الکتریکی را به حرکت و سپس به براده برداری تبدیل می کند و بخش زیادی از این انرژی به گرما تبدیل می شود. چرخش اسپیندل، کارکرد سرووموتورها، اصطکاک یاتاقان ها و پیچ های ساچمه ای، و خود تماس ابزار و قطعه کار همگی تولید حرارت دارند. حتی زمانی که براده برداری سبک است، حرکت های سریع محورها و شتاب گیری های مداوم، بار حرارتی ایجاد می کند و در یک شیفت کاری، دمای نقاط مختلف ماشین را تغییر می دهد.
رابطه بین افزایش دما و تغییر ابعاد قطعات فلزی
رفتار فلزات در برابر دما با «انبساط حرارتی» تعریف می شود؛ با افزایش دما، فاصله میانگین اتم ها بیشتر می شود و قطعه منبسط می گردد. همین اصل ساده وقتی در مقیاس قالب سازی وارد می شود، تبدیل به مشکل جدی می گردد، چون دقت ابعادی در قالب سازی معمولاً در بازه های چند صدم تا چند میکرون تعریف می شود. اگر قطعه کار، فیکسچر یا اجزای ساختاری ماشین کمی گرم شوند، طول مؤثر، زاویه ها و موقعیت ها تغییر می کند و حفره ها، پین خورها و سطوح آب بندی می توانند از محدوده تلرانس مجاز خارج شوند.
منابع اصلی تولید حرارت در دستگاه CNC
برای کنترل خطای دمایی، باید دقیق بدانیم گرما از کجا تولید می شود و چگونه به ساختار منتقل می شود. در ماشینکاری CNC قالب، برخی منابع حرارتی دائمی اند و برخی بسته به نوع عملیات و پارامترهای برش تشدید می شوند. اگر این منابع شناسایی نشوند، اپراتور ممکن است صرفاً با تغییر آفست ها مشکل را موقت حل کند، اما ریشه خطا باقی می ماند و در عملیات بعدی دوباره ظاهر می شود.
حرارت ناشی از چرخش اسپیندل در دورهای بالا
اسپیندل یکی از اصلی ترین منابع تولید گرماست، به خصوص در دورهای بالا و کار مداوم. یاتاقان های اسپیندل، موتور اسپیندل و تلفات مکانیکی باعث می شوند دمای مجموعه بالا برود. این افزایش دما می تواند باعث رشد طولی اسپیندل یا تغییر موقعیت محور Z مؤثر شود و در نتیجه، عمق برش یا ارتفاع کف حفره ها در قالب تغییر کند. در عملیات پرداخت، همین تغییر کوچک به صورت اختلاف براقیت سطح، موج سطحی یا تغییر در اندازه های حساس ظاهر می شود.
اصطکاک در محورها و پیچ های ساچمه ای (Ball Screws)
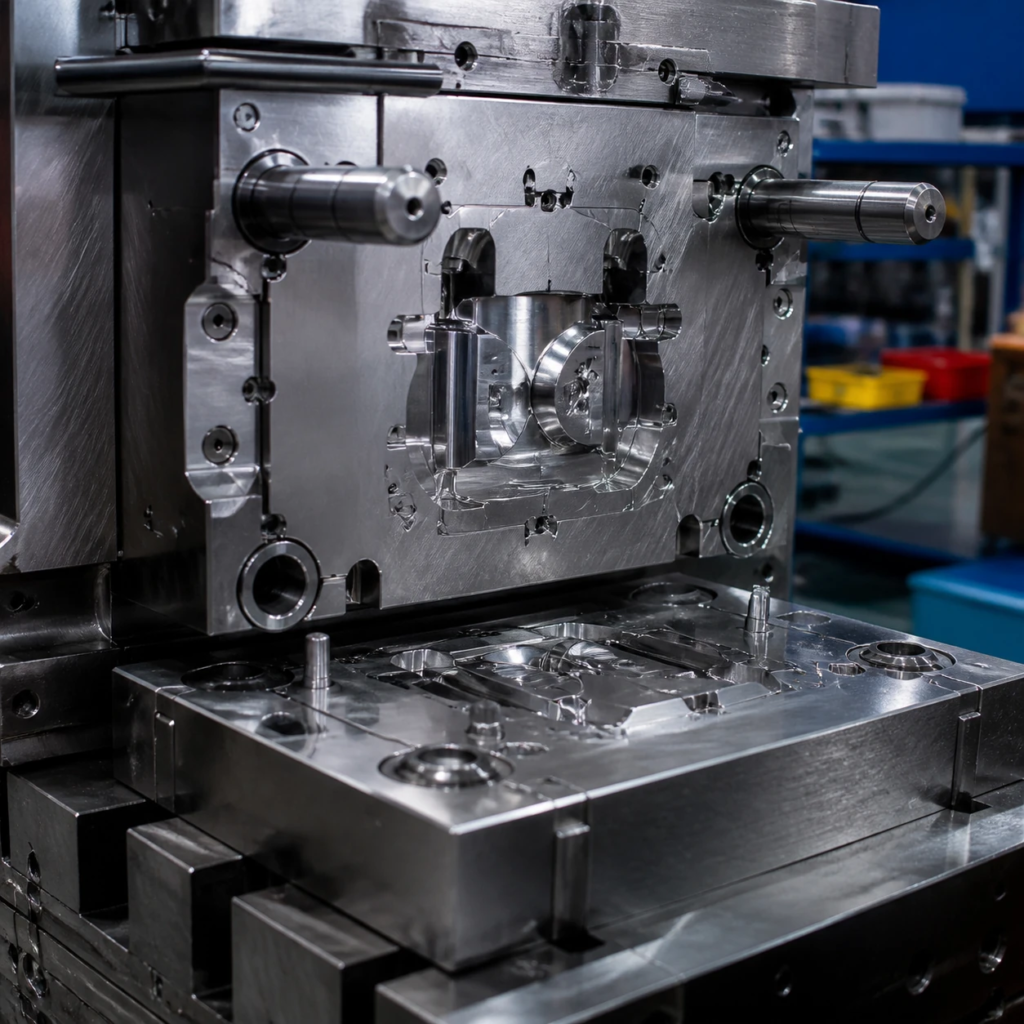
پیچ های ساچمه ای و راهنماها در حرکت های مکرر و طولانی، گرم می شوند. این گرما ناشی از اصطکاک داخلی، بار محوری، پیش بار (Preload) و سرعت حرکت است. وقتی پیچ ساچمه ای گرم می شود، طول آن تغییر می کند و این تغییر طول می تواند باعث خطای موقعیت در محورهای X/Y/Z شود. در قالب سازی، این موضوع در ایجاد اختلاف در موقعیت حفره ها، تغییر فاصله پین ها، یا بدتر از آن، «عدم تطابق» بین دو نیمه قالب دیده می شود.
تأثیر گرمای موتورهای سروو بر ساختار ماشین
سروو موتورها و درایوها به خصوص در سیکل های با شتاب بالا یا بار زیاد، تلفات حرارتی قابل توجهی دارند. این گرما اگر به بدنه، پایه موتور یا مجموعه گیربکس/کوپلینگ منتقل شود، می تواند باعث تغییر شکل موضعی در ساختار ماشین شود. نتیجه این تغییر شکل موضعی، الزاماً به شکل خطای مستقیم در یک محور نیست؛ گاهی به صورت تغییر زاویه بسیار کوچک در هد یا ستون ظاهر می شود که اثرش در نوک ابزار چند برابر می گردد.
تأثیرات مخرب خطای دمایی بر فرآیند قالب سازی
وقتی خطای دمایی وارد فرآیند می شود، معمولاً به صورت «عیب قابل مشاهده» در همان لحظه خودش را نشان نمی دهد، بلکه خروجی را به تدریج از محدوده استاندارد دور می کند. در قالب سازی، این موضوع خطرناک تر است چون بسیاری از عیوب بعداً و در مونتاژ یا تست قالب مشخص می شوند؛ زمانی که اصلاح سخت تر و هزینه برتر است. بنابراین شناخت علائم خطای دمایی، برای کاهش خطای ماشینکاری CNC و جلوگیری از دوباره کاری حیاتی است.
تغییر مکان نقطه صفر ابزار (Tool Offset Drift)
یکی از شایع ترین نمودهای خطای دمایی، رانش آفست ابزار یا Tool Offset Drift است. در عمل، شما نقطه صفر را تنظیم می کنید و در شروع کار همه چیز درست است، اما با گرم شدن اسپیندل، بدنه یا محور Z، موقعیت نوک ابزار نسبت به قطعه تغییر می کند. این تغییر مکان در قالب CNC می تواند باعث شود کف حفره ها عمق متفاوتی بگیرند یا پله های ناخواسته بین پاس های مختلف ایجاد شود.
ایجاد پله و ناهمواری در سطوح صیقلی قالب
سطوح صیقلی و پرداخت شده قالب، به تغییرات بسیار کوچک حساس اند. خطای دمایی می تواند باعث شود مسیر ابزار که باید پیوسته باشد، در عمل با اختلاف ارتفاع بسیار کم ولی قابل مشاهده اجرا شود. نتیجه به شکل پله های ریز، موج سطحی یا تفاوت در بازتاب نور روی سطح دیده می شود؛ مخصوصاً در حفره های عمیق یا سطوح فرم دار که زمان ماشینکاری طولانی است.
نوسانات دمای شب و روز و تأثیر آن بر بدنه دستگاه
وقتی دمای محیط تغییر می کند، بدنه دستگاه، ستون ها و میز در ابعاد بزرگ تر از قطعه کار واکنش نشان می دهند. چون طول های بزرگ تر تغییر بیشتری تولید می کنند، حتی اگر ضریب انبساط ثابت باشد. این تغییر می تواند باعث جابه جایی نسبی بین محورهای حرکتی و میز شود و به شکل خطای موقعیت یا خطای زاویه ای در ماشین نمود پیدا کند. در نتیجه، قطعه ای که صبح ماشینکاری شده با قطعه ای که عصر همان روز ماشینکاری شده، ممکن است اختلاف ابعادی داشته باشد.
اهمیت ایزوله سازی محیطی در قالب سازی های فوق دقیق
در قالب سازی های حساس، هدف این است که ماشین و قطعه در یک «پوسته دمایی ثابت» کار کنند. ایزوله سازی محیطی یعنی کاهش اثر جریان هوا، تابش مستقیم نور خورشید، و شوک های حرارتی ناشی از باز و بسته شدن درها یا روشن و خاموش شدن سیستم های گرمایشی. وقتی محیط ایزوله و کنترل شده باشد، رفتار حرارتی ماشین قابل پیش بینی تر می شود و می توان جبران سازی حرارتی CNC را دقیق تر تنظیم کرد.
راهکارهای جلوگیری و کنترل خطاهای دمایی
کنترل خطای دمایی یک راهکار واحد ندارد؛ ترکیبی از مدیریت دستگاه، مدیریت محیط و مدیریت فرآیند است. هدف این نیست که گرما را کاملاً حذف کنیم، بلکه باید شرایط را به نقطه ای برسانیم که ماشین به تعادل برسد و تغییرات قابل جبران و قابل پیش بینی شوند. در قالب cnc و مهندسی قالب، معمولاً بهترین نتیجه زمانی به دست می آید که هم از تجهیزات کنترلی و هم از روش های عملیاتی درست استفاده شود.
استفاده از سیستم های خنک کننده روغن (Oil Chillers)
چیلرهای روغن برای ثابت نگه داشتن دمای روغن اسپیندل، گیربکس یا مدارهای خنک کاری طراحی می شوند. وقتی دمای روغن ثابت باشد، دمای اسپیندل و یاتاقان ها نیز پایدارتر می ماند و رانش آفست کاهش پیدا می کند. این موضوع در عملیات طولانی و دور بالا، اثر مستقیم روی دقت ابعادی در قالب سازی دارد و کمک می کند ارتفاع ها و کف ها کمتر دچار تغییر شوند.
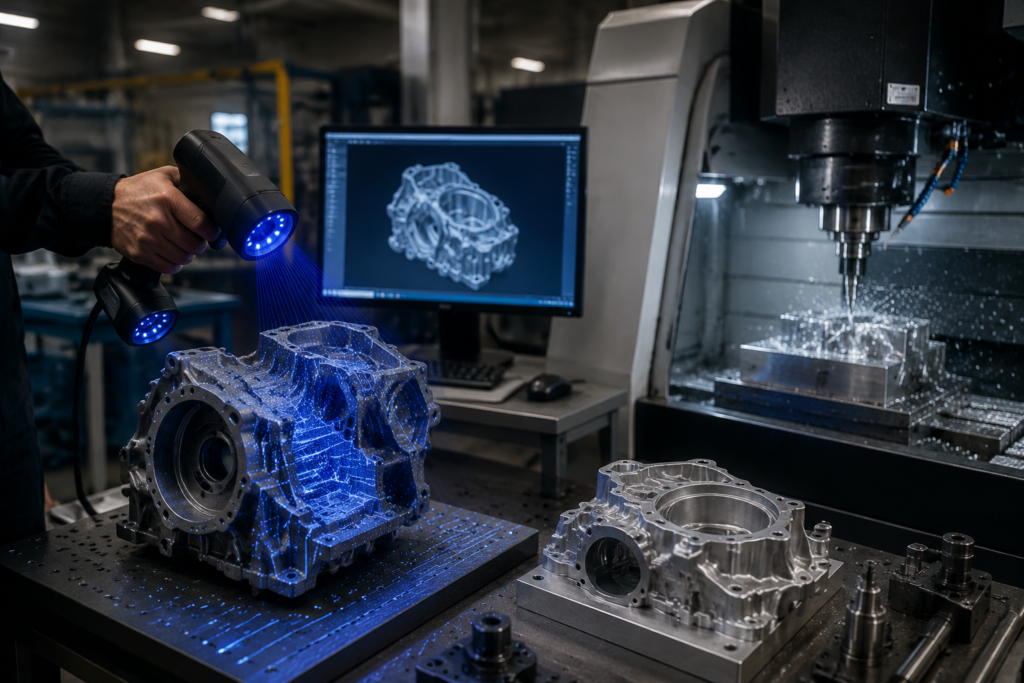
نرم افزارهای جبران سازی حرارتی (Thermal Compensation Software)
بسیاری از ماشین های جدید، سنسورهای دما در نقاط کلیدی دارند و کنترلر می تواند بر اساس یک مدل، خطای حرارتی را جبران کند. این جبران سازی معمولاً به شکل اصلاح موقعیت محورها یا آفست ها انجام می شود تا تغییر شکل ساختاری ماشین کمتر روی نوک ابزار اثر بگذارد. البته عملکرد این سیستم ها وابسته به کالیبراسیون درست و شناخت الگوی گرم شدن ماشین است.

جمع بندی
خطای دمایی در ماشینکاری CNC یکی از اصلی ترین دلایل کاهش دقت در تولید قالب های فلزی است، چون گرما باعث انبساط و اعوجاج اجزای ماشین، ابزار و قطعه می شود و نتیجه را از تلرانس های مهندسی قالب دور می کند. منابع گرما از اسپیندل، محورها و سرووموتورها تا خود فرآیند برش گسترده اند و محیط کارگاه نیز می تواند پایداری حرارتی ماشین ابزار را به هم بزند. برای کاهش خطای ماشینکاری در اثر تغییر دما، باید هم زمان روی کنترل داخلی دستگاه (مثل چیلر روغن و جبران سازی حرارتی CNC) و کنترل فرآیند (مثل Warm-up و ثبات شرایط کاری) تمرکز کرد. در قالب CNC، مدیریت حرارت یعنی تبدیل یک فرآیند متغیر و پرریسک به یک فرآیند تکرارپذیر، اقتصادی و قابل اعتماد.
سوالات متداول
چقدر زمان لازم است تا یک دستگاه CNC به پایداری حرارتی برسد؟
زمان رسیدن به پایداری حرارتی به طراحی دستگاه، وجود یا عدم وجود خنک کاری اسپیندل، شرایط محیطی و نوع سیکل کاری بستگی دارد.
آیا استفاده از مایع خنک کننده (آب صابون) تمام خطاهای دمایی را حذف می کند؟
خیر. مایع خنک کننده می تواند بخشی از گرمای ناحیه برش را کاهش دهد و به کنترل دمای قطعه کار کمک کند، اما خطای دمایی فقط از ناحیه برش نمی آید.