نکات کلیدی در طراحی سیستم خروج هوا در قالب های صنعتی
در صنعت قالب سازی و تولید قطعات صنعتی، کیفیت نهایی قطعه تا حد زیادی به طراحی صحیح اجزای قالب تزریق پلاستیک وابسته است. یکی از مهم ترین بخش هایی که در بسیاری از پروژه های ساخت قالب صنعتی نادیده گرفته می شود، سیستم خروج هوا یا Venting System است. این سیستم وظیفه دارد هوای محبوس داخل حفره قالب را در زمان تزریق مواد مذاب خارج کند تا فرآیند پر شدن قالب بدون مشکل انجام شود. در فرآیند قالب سازی پلاستیک، مواد مذاب با سرعت و فشار بالا وارد حفره قالب می شوند. اگر مسیر مناسبی برای خروج هوا وجود نداشته باشد، هوای محبوس باعث ایجاد عیوب مختلفی مانند سوختگی سطحی، ایجاد حفره، ناقص پر شدن قطعه و کاهش کیفیت نهایی محصول خواهد شد. به همین دلیل طراحی اصولی سیستم تهویه در قالب تزریق برای تولید انبوه اهمیت بسیار زیادی دارد.
اهمیت سیستم خروج هوا در فرآیند تزریق پلاستیک
سیستم خروج هوا یکی از مهم ترین بخش های قالب تزریق پلاستیک محسوب می شود که نقش مستقیمی در کیفیت تولید قطعات صنعتی دارد. در زمان ورود مواد مذاب به داخل قالب، هوای موجود در حفره باید به سرعت تخلیه شود تا مواد بتوانند تمام بخش های قالب را به طور کامل پر کنند. اگر این هوا به درستی خارج نشود، مشکلات متعددی در فرآیند تزریق ایجاد خواهد شد. در بسیاری از پروژه های ساخت قالب صنعتی، توجه اصلی بر طراحی مسیر تزریق و سیستم خنک کاری متمرکز است، اما عدم طراحی صحیح تهویه می تواند باعث کاهش راندمان تولید و افزایش ضایعات شود. وجود یک سیستم هواگیری مناسب علاوه بر بهبود کیفیت قطعه، موجب کاهش فشار تزریق و افزایش طول عمر قالب نیز می شود.
 دلایل ایجاد حبس هوا در قالب
دلایل ایجاد حبس هوا در قالب
حبس هوا معمولاً زمانی اتفاق می افتد که مواد مذاب با سرعت بالا وارد حفره قالب شوند و مسیر مناسبی برای خروج هوا وجود نداشته باشد. در چنین شرایطی، هوا در بخش های انتهایی قالب گیر می افتد و امکان تخلیه کامل آن فراهم نمی شود. طراحی پیچیده قطعات صنعتی نیز یکی دیگر از عوامل ایجاد حبس هوا است. قطعاتی که دارای دیواره های نازک، زوایای تند یا حفره های متعدد هستند بیشتر در معرض این مشکل قرار دارند. همچنین انتخاب نامناسب محل گیت تزریق می تواند باعث تجمع هوا در بخش های خاصی از قالب شود.
تأثیر تهویه نامناسب بر کیفیت قطعه
تهویه نامناسب می تواند مشکلات متعددی در کیفیت قطعات صنعتی ایجاد کند. یکی از رایج ترین مشکلات، ناقص پر شدن قالب است که باعث می شود بخشی از قطعه شکل نگیرد یا دارای ضعف ساختاری باشد. یکی دیگر از عیوب رایج، ایجاد Burn Marks یا سوختگی سطحی است. این مشکل زمانی رخ می دهد که هوای محبوس تحت فشار زیاد قرار گرفته و دمای آن افزایش پیدا کند. در نتیجه سطح قطعه دچار تغییر رنگ یا سوختگی می شود.
اصول طراحی سیستم تهویه در قالب
طراحی سیستم تهویه در قالب تزریق پلاستیک نیازمند شناخت دقیق رفتار مواد مذاب و مسیر حرکت هوا در داخل قالب است. مهندسان قالب سازی باید محل هایی را شناسایی کنند که احتمال تجمع هوا در آن ها بیشتر است و برای این بخش ها مسیر خروج مناسب در نظر بگیرند. در طراحی حرفه ای قالب های صنعتی، سیستم خروج هوا باید به گونه ای باشد که هوا به راحتی تخلیه شود اما مواد مذاب از این مسیرها نشت نکنند. این موضوع نیازمند محاسبه دقیق ابعاد شیارهای تهویه و انتخاب محل مناسب آن ها است.
انتخاب محل مناسب برای کانال های خروج هوا
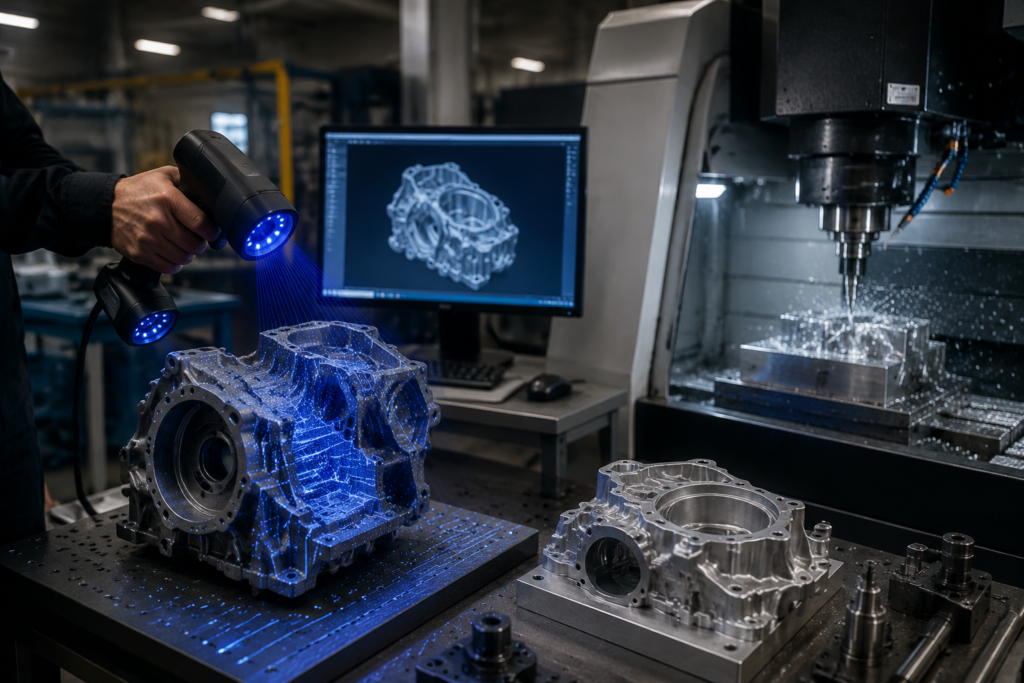
یکی از مهم ترین اصول در طراحی سیستم تهویه، انتخاب محل مناسب برای کانال های خروج هوا است. معمولاً این کانال ها در بخش های انتهایی مسیر جریان مذاب قرار می گیرند زیرا هوا اغلب در این نواحی تجمع پیدا می کند. در طراحی قالب پلاستیک، بررسی دقیق نحوه پر شدن قالب اهمیت زیادی دارد. مهندسان معمولاً با استفاده از نرم افزارهای شبیه سازی، مسیر حرکت مواد مذاب را تحلیل می کنند تا نقاط بحرانی تجمع هوا مشخص شود.
تعیین عمق و عرض شیارهای تهویه
ابعاد شیارهای تهویه نقش مهمی در عملکرد سیستم خروج هوا دارند. اگر عمق شیارها بیش از حد باشد، مواد مذاب از آن ها خارج شده و فلش ایجاد می شود. در مقابل، اگر عمق شیار کم باشد، هوا به درستی تخلیه نخواهد شد. ابعاد مناسب شیارها به نوع ماده پلاستیکی، فشار تزریق و طراحی قالب بستگی دارد. در بیشتر قالب های صنعتی، عمق شیارهای تهویه در محدوده چند صدم میلی متر طراحی می شود تا تعادل مناسبی میان خروج هوا و جلوگیری از نشت مواد ایجاد شود.
جلوگیری از نشت مواد مذاب از مسیر هوا
یکی از چالش های اصلی در طراحی سیستم تهویه، جلوگیری از خروج مواد مذاب از مسیرهای هواگیری است. برای حل این مشکل باید ابعاد شیارها به گونه ای انتخاب شود که تنها هوا بتواند از آن عبور کند. استفاده از طراحی دقیق سطح جدایش قالب و کنترل فشار تزریق نقش مهمی در جلوگیری از این مشکل دارد. همچنین در برخی قالب های پیشرفته از فیلترهای مخصوص برای کنترل جریان هوا استفاده می شود.
انواع روش های طراحی و اجرای تهویه
در قالب سازی پلاستیک روش های مختلفی برای هواگیری قالب وجود دارد که انتخاب آن ها به نوع قطعه، ساختار قالب و تیراژ تولید بستگی دارد. هر روش مزایا و محدودیت های خاص خود را دارد و در بسیاری از پروژه ها ترکیبی از چند روش استفاده می شود. هدف اصلی تمام این روش ها ایجاد مسیر مناسب برای خروج هوا و جلوگیری از ایجاد عیوب تزریق است. انتخاب صحیح روش تهویه می تواند کیفیت قطعه و راندمان تولید را به شکل قابل توجهی افزایش دهد.
هواگیری در ناحیه جدایش (Parting Line)
یکی از رایج ترین روش های تهویه در قالب تزریق پلاستیک، استفاده از ناحیه جدایش قالب است. در این روش شیارهای بسیار ظریفی در سطح جدایش ایجاد می شود تا هوا بتواند از آن ها خارج شود. این روش به دلیل سادگی اجرا و هزینه پایین در بسیاری از قالب های صنعتی استفاده می شود. همچنین تعمیر و اصلاح این نوع تهویه نسبتاً آسان است.
هواگیری از طریق پین های پران (Ejector Pins)
در برخی قالب ها از فضای اطراف پین های پران برای خروج هوا استفاده می شود. این روش به ویژه در قطعاتی که دارای هندسه پیچیده هستند کاربرد زیادی دارد. پین های پران علاوه بر خارج کردن قطعه از قالب، می توانند نقش کانال تهویه را نیز ایفا کنند. این موضوع باعث بهبود عملکرد قالب در نواحی عمیق یا بسته می شود.
استفاده از فیلترهای میکرونی در تهویه صنعتی
در برخی قالب های پیشرفته صنعتی از فیلترهای میکرونی برای کنترل خروج هوا استفاده می شود. این فیلترها اجازه عبور هوا را می دهند اما مانع خروج مواد مذاب می شوند. این فناوری بیشتر در قالب هایی استفاده می شود که دارای طراحی پیچیده یا حساسیت بالا هستند. استفاده از این روش می تواند کیفیت سطحی قطعه را بهبود دهد و میزان ضایعات را کاهش دهد.
جمع بندی
سیستم خروج هوا یکی از مهم ترین بخش های طراحی قالب تزریق پلاستیک است که تأثیر مستقیمی بر کیفیت قطعات صنعتی، کاهش ضایعات و افزایش راندمان تولید دارد. طراحی اصولی مسیرهای تهویه باعث می شود فرآیند تزریق با فشار کمتر و کیفیت بالاتر انجام شود. در پروژه های حرفه ای قالب سازی، توجه به محل شیارهای هواگیری، ابعاد آن ها و تحلیل مسیر جریان مذاب اهمیت بسیار زیادی دارد. استفاده از روش های مهندسی و نرم افزارهای شبیه سازی می تواند عملکرد سیستم تهویه را بهینه کند و از بسیاری از مشکلات رایج جلوگیری نماید.
سوالات متداول
چرا سیستم خروج هوا در قالب های صنعتی اهمیت دارد؟
زیرا خروج صحیح هوا باعث پر شدن کامل قالب، کاهش نقص های سطحی و افزایش کیفیت قطعه نهایی می شود.
عمق استاندارد شیارهای تهویه چقدر است؟
عمق شیارها به نوع مواد پلاستیکی بستگی دارد اما معمولاً در حد چند صدم میلی متر طراحی می شود.
آیا می توان تهویه را بعد از ساخت قالب اضافه کرد؟
بله، در بسیاری از موارد می توان پس از تست اولیه قالب، شیارهای تهویه جدید ایجاد یا اصلاح کرد.
چرا گاهی تهویه بیش از حد موجب فلش زدگی می شود؟
زیرا در صورت بزرگ بودن شیارها، مواد مذاب نیز از مسیر هوا خارج می شوند و پلیسه ایجاد می شود.