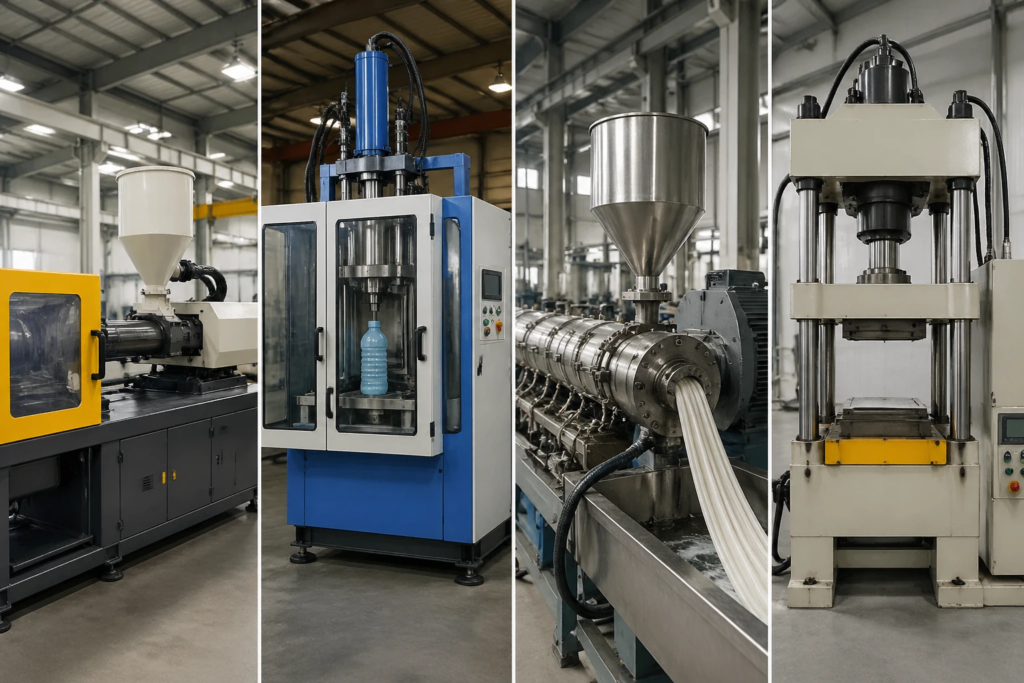
تولید قطعات پلاستیکی به یکی از اصلی ترین پایه های صنایع مدرن تبدیل شده است. از وسایل روزمره خانگی گرفته تا قطعات پیچیده صنعتی و پزشکی، پلاستیک حضور گسترده ای در زندگی ما دارد. با توجه به تنوع کاربردهای پلاستیک، روش های مختلفی برای شکل دهی این ماده توسعه یافته اند تا بتوانند نیازهای گوناگون صنایع را برآورده کنند. در میان این روش ها، قالب گیری تزریقی (Injection Molding)، قالب گیری دمشی (Blow Molding)، اکستروژن (Extrusion) و قالب گیری فشاری (Compression Molding) از پرکاربردترین و مهم ترین فرایندها محسوب می شوند. هر یک از این روش ها ویژگی ها، مزایا و محدودیت های خاص خود را دارند. انتخاب روش مناسب به عواملی مانند نوع پلاستیک، شکل قطعه، تیراژ تولید، دقت مورد نیاز، هزینه ابزار و زمان تولید بستگی دارد. این مقاله با هدف بررسی و مقایسه چهار روش اصلی قالب گیری پلاستیک تهیه شده تا دیدی جامع نسبت به فرایندهای مختلف فراهم کند و صنایع بتوانند فرایند بهینه را با توجه به نیاز خود انتخاب کنند.
روش تزریق پلاستیک
فرایند و نحوه عملکرد
قالب گیری تزریقی پرکاربردترین روش تولید قطعات پلاستیکی با دقت بالا است. در این روش گرانول پلاستیک در واحد تزریق، ذوب و سپس با فشار زیاد به داخل قالب تزریق می شود. پس از سرد شدن، قطعه شکل قالب را به خود گرفته و از آن خارج می شود. این روش برای تولید انبوه قطعات پیچیده با دقت ابعادی بالا مورد استفاده قرار می گیرد. دستگاه های تزریق پلاستیک دارای سه بخش اصلی هستند: واحد تزریق، قالب و واحد گیره. کنترل دقیق دما، فشار و سرعت تزریق از عوامل کلیدی در کیفیت محصول نهایی محسوب می شود.
مزایا و محدودیت ها
از مهم ترین مزایای این روش می توان به سرعت بالا، دقت ابعادی عالی، قابلیت تولید قطعات با هندسه پیچیده و اتوماسیون بالا اشاره کرد. با این حال، هزینه اولیه ساخت قالب نسبتاً زیاد است و فرآیند طراحی قالب نیازمند تخصص بالا می باشد. همچنین برای تیراژ پایین، این روش اقتصادی نیست زیرا زمان و هزینه آماده سازی زیاد است.

روش دمشی پلاستیک
معرفی و مکانیزم عملکرد
قالب گیری دمشی برای ساخت قطعات توخالی مانند بطری ها، ظروف مایع و مخازن پلاستیکی به کار می رود. در این روش ابتدا پلاستیک به صورت لوله ای نیمه ذوب شده (پری فرم یا پاریسون) وارد قالب می شود. سپس توسط جریان هوا منبسط می شود تا شکل قالب را به خود گیرد و پس از خنک شدن، قطعه خارج می گردد. فرآیند دمشی در دو نوع اصلی «اکستروژن دمشی» و «تزریق دمشی» انجام می شود که تفاوت آنها در نحوه تولید پاریسون است.
مزایا و معایب
مزیت اصلی روش دمشی، توانایی تولید قطعات توخالی با ضخامت دیواره یکنواخت و وزن سبک است. همچنین این روش سرعت بالایی دارد و برای تولید انبوه بطری های نوشیدنی، ظروف دارویی و بسته بندی های صنعتی به کار می رود. از معایب آن می توان به محدودیت در دقت ابعادی، مشکل در تولید قطعات غیرمتقارن و هزینه بالای طراحی قالب اشاره کرد.
روش اکستروژن پلاستیک
نحوه عملکرد فرایند اکستروژن
در فرآیند اکستروژن، مواد پلاستیکی در قالب لزج ذوب می شوند و از طریق یک نازل یا دای به بیرون رانده می شوند تا شکل مداومی مانند لوله، ورق یا پروفیل به خود بگیرند. این روش بیشتر برای تولید محصولات پیوسته به کار می رود تا قطعات جداگانه. مواد پس از خروج از دای بلافاصله خنک می شوند و برای حفظ شکل، معمولاً در خطوط خنک کن یا حمام های آب عبور داده می شوند. اکستروژن پایه تولید بسیاری از فراورده های پلاستیکی ثانویه است.
مزایا و چالش ها
فرایند اکستروژن از نظر اقتصادی بسیار مقرون به صرفه است زیرا به قالب های ساده تر و تجهیزات ارزان تر نیاز دارد. همچنین می تواند به صورت پیوسته با سرعت زیاد انجام شود. با این حال، این روش برای قطعات پیچیده یا دارای جزئیات زیاد مناسب نیست و بیشترین کارایی را در تولید محصولات خطی و ثابت دارد.
روش کامپرشن (فشاری) پلاستیک
توضیح فرآیند قالب گیری فشاری
در قالب گیری فشاری، مواد پلاستیکی یا ترکیبات گرماسخت در قالب باز قرار داده می شوند و سپس با بستن قالب و اعمال فشار و حرارت، ماده به شکل نهایی در می آید. این روش معمولاً برای مواد گرماسخت و کامپوزیت ها استفاده می شود که پس از شکل گیری دیگر ذوب نمی شوند. دما و فشار در این روش نقش اساسی دارند، زیرا کیفیت نهایی به هماهنگی دقیق این پارامترها وابسته است.
مزایا و محدودیت ها
قالب گیری فشاری برای تولید قطعات بزرگ و محکم که نیاز به مقاومت بالا در برابر حرارت دارند مناسب است. هزینه قالب نسبتاً پایین تر از قالب گیری تزریقی است و برای تیراژ متوسط اقتصادی تر است. از محدودیت های این روش می توان به سرعت پایین چرخه تولید و عدم امکان ساخت قطعات بسیار دقیق اشاره کرد.
مقایسه چهار روش اصلی تولید پلاستیک
از نظر هزینه و تیراژ تولید
در مقایسه هزینه ها، قالب گیری تزریقی بالاترین هزینه اولیه را دارد اما در تولید انبوه مقرون به صرفه می شود. در حالی که کامپرشن گزینه مناسبی برای تیراژ متوسط است و اکستروژن برای تولید های پیوسته کاربرد دارد. دمشی نیز برای ظروف توخالی با سرعت زیاد گزینه ای ایده آل محسوب می شود. بنابراین، انتخاب روش به حجم تولید و نوع قطعه بستگی دارد. برای قطعات دقیق و ظریف، تزریق؛ برای قطعات سبک و توخالی، دمشی؛ برای محصولات طویل، اکستروژن؛ و برای قطعات مقاوم، کامپرشن مناسب تر است.
از نظر کیفیت و کاربرد نهایی
در زمینه کیفیت سطح و جزئیات ظاهری، قالب گیری تزریقی برتری دارد و بهترین دقت ابعادی را ارائه می دهد. قطعات دمشی سبک تر اما دقیق تر نیستند. اکستروژن محصولات با مقاومت مکانیکی خوب و ساختار یکنواخت ایجاد می کند، در حالی که کامپرشن برای کاربردهای صنعتی و مقاوم طراحی می شود. در صنایع پزشکی، خودروسازی، بسته بندی، لوازم خانگی و ساختمانی، هرکدام از این روش ها بسته به نوع محصول جایگاه خاصی دارند و معمولاً انتخاب فرایند بر اساس خواص فنی ماده و الزامات طراحی انجام می گیرد.

جمع بندی
در نهایت می توان گفت هیچ روشی از قالب گیری پلاستیک بر دیگری برتری مطلق ندارد، بلکه هر کدام متناسب با هدف تولید، تیراژ، جنس ماده و طراحی قطعه انتخاب می شوند. قالب گیری تزریقی مناسب برای قطعات دقیق و پرتیراژ است، قالب گیری دمشی برای بطری ها و ظروف سبک، اکستروژن برای تولید محصولات پیوسته، و قالب گیری فشاری برای قطعات مقاوم و صنعتی. درک صحیح از مزایا و محدودیت های هر روش به تولیدکنندگان کمک می کند تا با کاهش هزینه ها و افزایش کیفیت، محصولی مطابق با نیاز بازار ارائه دهند. امروزه ترکیبی از این فناوری ها در کارخانجات مدرن مورد استفاده قرار می گیرد تا انعطاف و توان تولید چندگانه حاصل شود.
سوالات متداول
کدام روش برای تولید قطعات دقیق تر مناسب تر است؟
قالب گیری تزریقی بهترین گزینه برای تولید قطعات دقیق، با جزئیات زیاد و کیفیت سطح بالا است. این روش امکان کنترل کامل ابعاد و ضخامت را فراهم می کند.
آیا روش دمشی برای تمام مواد پلاستیکی قابل استفاده است؟
خیر، روش دمشی بیشتر برای پلاستیک های گرمانرم مانند PET، HDPE و PP استفاده می شود. پلیمرهای گرماسخت معمولاً برای این روش مناسب نیستند.
تفاوت کلی اکستروژن و قالب گیری تزریقی چیست؟
در اکستروژن، محصول به شکل پیوسته تولید می شود، در حالی که در تزریق، هر بار یک قطعه جداگانه ساخته می شود. علاوه بر این، دقت و هزینه ابزار در تزریق بالاتر است.